



Головки делительные оптические ОДГЭ

| Номер в ГРСИ РФ: | 26906-04 |
|---|---|
| Производитель / заявитель: | АО "Новосибирский приборостроительный завод" (НПЗ), г. Новосибирск |
Для угловых измерений и делительных работ в измерительных лабораториях, цехах машиностроительных заводов, научно-исследовательских институтах.
Информация по Госреестру
| Основные данные | |
|---|---|
| Номер по Госреестру | 26906-04 |
| Действует | по 01.10.2014 |
| Наименование | Головки делительные оптические |
| Модель | ОДГЭ |
| Характер производства | Серийное |
| Идентификатор записи ФИФ ОЕИ | 0c38329b-970e-aa33-4576-787f97730dd4 |
| Год регистрации | 2011 |
| Общие данные | |
|---|---|
| Источник информации | CD 2004г |
| Технические условия на выпуск | ТУ 3-3.199-80 |
| Класс СИ | 27.02 |
| Год регистрации | 2011 |
| Страна-производитель | Россия |
| Центр сертификации СИ | |
| Наименование центра | ГЦИ СИ СНИИМ |
| Адрес центра | 630004, г.Новосибирск, пр.Димитрова, 4 |
| Руководитель центра | Черепанов Виктор Яковлевич |
| Телефон | (8*383*2) 10-08-14 |
| Факс | 10-13-60 |
| Информация о сертификате | |
| Срок действия сертификата | 01.10.2014 |
| Номер сертификата | 43131 |
| Тип сертификата (C - серия/E - партия) | С |
| Дата протокола | Приказ 3317 от 11.07.11 п.40 |
Производитель / Заявитель
ОАО "ПО "Новосибирский приборостроительный завод", г.Новосибирск; ФГУП "ПО "Новосибирский приборостроительный завод", г.Новосибирск
Россия
630049, уд.Д.Ковальчук, 179/2, тел. (8-383) 226-27-89, факс 220-97-06, www.npz.sol.ru, www.npzoptics.ru, E-mail: npzkanc@npz.spektr.siberia.net
Поверка
| Методика поверки / информация о поверке | ГОСТ 8.046-10, ГОСТ 8.046-85 |
| Межповерочный интервал / Периодичность поверки |
2 года
|
| Зарегистрировано поверок | |
| Найдено поверителей | |
| Успешных поверок (СИ пригодно) | 607 (96%) |
| Неуспешных поверок (СИ непригодно) | 26 (4 %) |
| Актуальность информации | 04.01.2026 |
Поверители
Скачать
|
26906-04: Описание типа
2011-26906-04.pdf
|
Скачать | 194.2 КБ | |
|
26906-04: Методика поверки
2022-mp26906-04.pdf
|
Скачать | 61.8 КБ |
Описание типа
Назначение
Головка делительная оптическая ОДГЭ (далее - головка) предназначена для угловых измерений.
Описание
Головка представляет собой высокоточный измерительный прибор с отсчётным устройством проекционного типа. Принцип действия головки заключается в одновременном вращении вокруг одной и той же оси угломерного лимба и закреплённого проверяемого изделия. Такой осью является шпиндель головки, на котором жёстко закреплён угломерный лимб и устанавливается проверяемое изделие.
Головка изготавливается трёх модификаций: ОДГЭ-2, ОДГЭ-5, ОДГЭ-20.
Оптическая схема ОДГЭ-2; ОДГЭ-5 одинакова. Свет от источника излучения через гибкие световоды освещает диаметрально противоположные штрихи лимба. Лимб имеет деления через 10‘ с оцифровкой каждого штриха в угловых градусах и десятках минут.
Изображение диаметрально расположенных штрихов лимба переносятся объективами, линзовыми компенсаторами и призмами в плоскость разделительного блока, состоящего из двух склеенных прямоугольных призм. На гипотенузе одной из призм нанесён отражающий слой, покрывающий одну половину площади гипотенузы. Граница этого слоя образует линию раздела, перпендикулярно которой изображаются штрихи основного лимба.
Линзы с призмами переносят изображение штрихов в плоскость круговой шкалы, кинематически связанной с компенсаторами. Линзы установлены так, что между ними образуется параллельный ход лучей. Это позволяет установить между ними призму Дове. Разворотом этой призмы можно добиться необходимого поворота изображения оцифрованных штрихов основного лимба в плоскости шкалы компенсатора. Шкала имеет деления, градуированные в угловых минутах и секундах, а весь её предел от 0’0" до конечного штриха 10’00" соответствует одному интервалу деления основного лимба в пределах 10’. Система собрана и отъюстирована так, что на шкале видны нониально совмещённые штрихи, расположенные на одном диаметре, а оцифровка штрихов шкалы располагается на продолжении оцифровки основного лимба. Всё изображение переносится линзами и призмой в плоскость экрана.
Применение в схеме двустороннего отсчёта практически исключает ошибку эксцентриситета лимба.
Оптическая схема головки ОДГЭ-20 отличается от рассмотренной выше применением одностороннего отсчёта.
Количество штрихов на шкалах для каждого типа головок различно.
Конструктивно головка состоит из собственной головки, станины, задней бабки, осветителя.
На головке можно производить разные точные фрезерные работы (фрезерование шлицев на шлицевых валиках, взаимосвязанных угловыми размерами шпоночных пазов и т. д.), сверление отверстий, разметку, нанесение делений на шкалы и проверку ранее произведённых. Программный продукт, используемый для получения результатов измерений, отсутствует.
Для защиты головки от несанкционированного доступа производится пломбировка одного винта на панели с отсчетным экраном, идентификационная наклейка размещается на боковой стороне корпуса, справа.
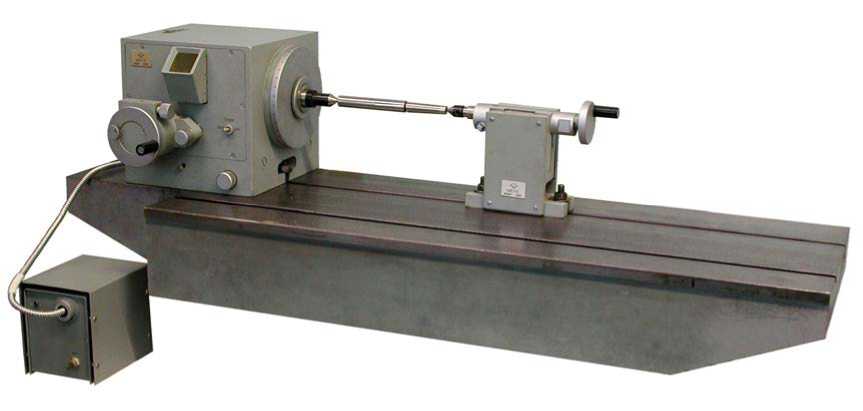
Рисунок 1 - Г оловка делительная оптическая ОДГ-2

Рисунок 2 - Головка делительная оптическая ОДГ-5

Рисунок 3 - Головка делительная оптическая ОДГ-20
Технические характеристики
Т а б л и ц а 1
|
Наименование показателя |
Головка | ||
|
ОДГЭ-2 |
ОДГЭ-5 |
ОДГЭ-20 | |
|
1 |
2 |
3 |
4 |
|
Диапазон измерений углов, ...° |
0-360n, где n - 1,2,3.. | ||
|
Пределы допускаемой абсолютной погрешности при измерении любого угла на любом участке лимба,..." |
± (2+2 sin у), (где а - измеренный угол) |
а ± (5+5 sin |), (где а - измеренный угол) |
± 20 |
|
Электропитание от сети переменного тока: - напряжение, В - частота, Г ц |
(220 + 32) 50±1 | ||
|
Номинальная потребляемая мощность, Вт, не более |
120 | ||
|
Габаритные размеры, мм, не более: - головки; - задней бабки; - малой станины; - большой станины; |
280x395x250 270x85x195 1320x385x230 1825x385x275 | ||
|
Масса, кг, не более: - головки; - задней бабки; - малой станины; - большой станины; - осветителя |
60 15 160 230 10 | ||
|
Условия эксплуатации по гр. В1 ГОСТ Р 52931: - температура окружающего воздуха, °С - верхнее значение относительной влажности, % - скорость изменения температуры, °С в ч, не более |
(20±3) 80 0,5 | ||
|
Установленный полный ресурс, ч, не менее |
6000 | ||
|
Установленный срок службы, лет, не менее |
5 |
6 |
6,5 |
|
У глы установки оси шпинделя относительно основания, ...° |
0 и 90 | ||
|
Диаметр изделия, измеряемого в центрах, без использования подставок для увеличения высоты центров, мм |
300 | ||
|
Длина изделия, измеряемого в центрах, мм: - при малой станине - при большой станине |
600 1100 | ||
|
Цена деления лимба грубой установки, ...° |
1 | ||
|
Цена деления лимба, ...‘ |
10 |
60 | |
|
Цена деления отсчётной шкалы, .. " |
2 |
5 |
20 |
|
Посадочное отверстие шпинделя |
Конус Морзе 4 АТ6 | ||
|
Посадочное отверстие конической втулки задней бабки |
Конус Морзе 2 АТ6 | ||
|
Допуск параллельности линии центров головки и задней бабки относительно поверхности основания и боковым поверхностям направляющих сухарей головки и задней бабки на длине 100 мм, мм |
0,01 | ||
|
Радиальное биение образующей конуса центра, вставленного в шпиндель, мм, не более |
0,0025 |
0,004 |
0,008 |
|
1 |
2 |
3 |
4 |
|
Осевое биение шпинделя, мм, не более |
0,0025 |
0,003 |
0,005 |
|
Допуск параллельности оси шпинделя головки в горизонтальном положении относительно боковых поверхностей направляющих сухарей и опорной поверхности корпуса головки на длине 100 мм, мм |
0,002 |
0,003 |
0,005 |
|
Допуск перпендикулярности оси шпинделя в вертикальном положении относительно опорной поверхности корпуса головки на длине 140 мм, мм |
0,003 |
0,004 |
0,007 |
|
Вариация (разность) показаний головки при измерении прямым и обратным ходами, ..", не более |
1 |
2 |
5 |
|
Изменение показаний при зажиме шпинделя, .. ", не более |
1 |
8 | |
|
Размер изображения на экране, мм, не менее |
34х10 |
36х8 | |
|
Освещенность экрана, лк, не менее |
10 |
15 | |
|
СКП наведения, .. " |
0,5 |
1 |
4 |
|
Вариации показаний компенсатора, . ", не более |
2 |
3 |
15 |
|
Допуск параллельности направляющего паза станины относительно её боковой рабочей поверхности на длине 1000 мм, мм |
0,005 |
0,01 | |
|
Допуск перпендикулярности рабочей, боковой поверхности станины относительно её верхней поверхности, ...‘ |
5 |
10 | |
Знак утверждения типа
Знак утверждения типа средств измерений наносится на шильдик на основании прибора фотохимическим методом, на титульный лист паспорта типографским способом.
Комплектность
Т а б л и ц а 2
|
Обозначение |
Наименование |
Количество |
Примечание | ||
|
ОДГЭ-2 |
ОДГЭ-5 |
ОДГЭ-20 | |||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
АЛ6.303.011 АЛ6.303.011-01 АЛ6.303.011-02 АЛ5.142.265 АЛ6.303.006 АЛ6.360.032 АЛ8.327.044 АЛ8.327.047 Согласно АЛ4.049.002ЗИ АЛ4.161.403 АЛ4.161.403-01 АЛ4.161.403-02 |
Бабка задняя Осветитель Приспособление для проверки правильности установки центров (собирает потребитель) Поводок Центр с конусом Морзе 4 АТ6 Центр с конусом Морзе 2 АТ6 Комплект ЗИП Тара Ящик укладочный |
- 1 - 1 1* 1* 1 1 - 1 - |
1 - - 1 1* 1* 1 1 1 - - |
- - 1 1 1* 1* 1 1 - - 1 | |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
АЛ4.161.405 |
Ящик укладочный |
- |
1 |
- | |
|
АЛ4.161.405-01 |
1 |
- |
- | ||
|
АЛ4.161.405-02 |
- |
- |
1 | ||
|
АЛ6.832.034 |
Чехол защитный Эксплуатационная документация |
1 |
1 |
1 | |
|
АЛ2.787.055 ПС |
Паспорт Сборочные единицы и сменные части, |
1 |
1 |
1 | |
|
поставляемые по специальному зака- | |||||
|
зу | |||||
|
АЛ6.124.142 |
Станина большая |
- |
1 |
- | |
|
АЛ6.124.142-01 |
1 |
- |
- | ||
|
АЛ6.124.142-02 |
- |
- |
1 | ||
|
АЛ6.124.141 |
Станина малая |
- |
1 |
- | |
|
АЛ6.124.141-01 |
1 |
- |
- | ||
|
АЛ6.124.141-02 |
Подставки для увеличения высоты центров высотой, мм: |
- |
- |
1 | |
|
АЛ6.150.232 |
50 |
1 |
1 |
1 | |
|
АЛ6.150.232-01 |
100 |
1 |
1 |
1 | |
|
АЛ6.150.232-02 |
150 |
1 |
1 |
1 | |
|
АЛ6.150.232-03 |
200 |
1 |
1 |
1 | |
|
Подставки для увеличения высоты центров высотой, мм: | |||||
|
АЛ6.150.236 |
50 |
1 |
1 |
1 | |
|
АЛ6.150.236-01 |
100 |
1 |
1 |
1 | |
|
АЛ6.150.236-02 |
150 |
1 |
1 |
1 | |
|
АЛ6.150.236-03 |
200 |
1 |
1 |
1 | |
|
АЛ8.327.093 |
Центр обратный с конусом Морзе 4 АТ 6 |
1 |
1 |
1 | |
|
АЛ8.327.094 |
Центр обратный с конусом Морзе 2 АТ 6 |
1 |
1 |
1 | |
|
АЛ5.935.518-01 |
12-гранная призма |
1 |
- |
- | |
|
кл.0, разряд 1 АЛ5.935.518-02 |
12-гранная призма |
- |
- |
1 | |
|
кл.1, разр.3 АЛ5.935.700 |
18-гранная призма | ||||
|
кл.0, разр.1 |
1 |
- |
- | ||
|
кл.0, разр.2 |
Тара транспортная |
- |
1 |
- | |
|
АЛ4.171.359 |
Ящик для большой станины |
1 |
1 |
1 | |
|
* ТТ /- А ТТ Приспособления находятся в укладочном ящике АЛ4 |
.161.403 в разобранном виде | ||||
Поверка
осуществляется по ГОСТ 8.046-2010. ГСИ. Головки делительные оптические. Методика поверки.
Основные средства поверки и их основные метрологические характеристики:
• плита поверочная 630х400, КТ 1;
• линейка оптическая ОЛ-1600, ПГ± 2,5 мкм;
• микатор 1-ИПМ, ПГ±0,0005;
• угломер УН тип 2, КТ 2;
• гири (набор) 1кг... 10кг, ГОСТ 7328-2001, класса точности М 2;
• шкив с конусом Морзе 4 АТ 6, Д=31,267;
• автоколлиматор АКУ-0,2, ПГ± 1,5";
• мера плоского угла призматическая 18-ти гранная тип 4, разряд 1, КТ 0;
• уровень брусковый 200-0,02, ПГ±0,006 мм;
• уровень брусковый 100-0,15, ПГ±0,04 мм
Сведения о методах измерений
Метод измерений изложен в паспорте «Головки делительные оптические ОДЭ-2, ОДГЭ-5, ОДГЭ-20» АЛ2.787.055 ПС.
Нормативные документы
ТУ 3-3.199-80 Головки делительные оптические ОДГЭ. Технические условия
ГОСТ 8.016 - 81 ГСИ. Государственный первичный эталон и государственная поверочная схема для средств измерений плоского угла
ГОСТ 8.046-2010 ГСИ. Головки делительные оптические. Методика поверки.
Рекомендации к применению
При выполнении работ по оценке соответствия промышленной продукции и продукции других видов, а также иных объектов установленным законодательством Российской Федерации обязательным требованиям.
Смотрите также
