Системы автоматизированного измерения длины полосы металла в рулоне СИД
| Номер в ГРСИ РФ: | 48970-12 |
|---|---|
| Производитель / заявитель: | Фирма "SUNDWIG", Германия |
|
48970-12: Описание типа
2012-48970-12.pdf
|
Скачать | 137.7 КБ |
Для измерения длины полосы металла на агрегатах непрерывной обработки металла в производстве динамной стали (ПДС) ОАО "Новолипецкий металлургический комбинат" (ОАО "НЛМК").
Информация по Госреестру
| Основные данные | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Номер по Госреестру | 48970-12 | ||||||||||||
| Наименование | Системы автоматизированного измерения длины полосы металла в рулоне | ||||||||||||
| Модель | СИД | ||||||||||||
| Характер производства | Единичное | ||||||||||||
| Идентификатор записи ФИФ ОЕИ | 9714bdfe-bae7-5185-52c0-91ae4a70733b | ||||||||||||
| Испытания |
|
||||||||||||
| Год регистрации | 2012 | ||||||||||||
| Общие данные | |
|---|---|
| Технические условия на выпуск | тех.документация фирмы |
| Класс СИ | 27.01 |
| Год регистрации | 2012 |
| Страна-производитель | Германия |
| Центр сертификации СИ | |
| Наименование центра | ГЦИ СИ Липецкого ЦСМ |
| Адрес центра | 398017, г.Липецк, ул.Гришина, 9а |
| Руководитель центра | Кочетыгов Александр Степанович |
| Телефон | (8*074*2) 43-12-82 |
| Факс | 43-27-47 |
| Информация о сертификате | |
| Срок действия сертификата | . . |
| Номер сертификата | 45383 |
| Тип сертификата (C - серия/E - партия) | Е |
| Дата протокола | Приказ 78 от 08.02.12 п.01 |
Производитель / Заявитель
Фирма "Sundwig GmbH", ГЕРМАНИЯ
Германия
Stephanopeler Strasse, 22, D-58675, Hemez
Поверка
| Методика поверки / информация о поверке | МП 48970-12 |
| Межповерочный интервал / Периодичность поверки |
1 год
|
| Зарегистрировано поверок | |
| Найдено поверителей | |
| Успешных поверок (СИ пригодно) | 43 (100%) |
| Неуспешных поверок (СИ непригодно) | 0 (0 %) |
| Актуальность информации | 28.12.2025 |
Поверители
Скачать
|
48970-12: Описание типа
2012-48970-12.pdf
|
Скачать | 137.7 КБ |
Описание типа
Назначение
Системы автоматизированного измерения длины полосы металла в рулоне СИД (далее -системы) предназначены для измерения длины полосы металла на агрегатах непрерывной обработки металла в производстве динамной стали (ПДС) ОАО «Новолипецкий металлургический комбинат» (ОАО «НЛМК»).
Описание
Системы встроены в агрегаты непрерывной обработки металла.
Системы функционируют на следующих агрегатах:
- агрегат непрерывного горячего цинкования полосы металла (АНГЦ-4);
- агрегат продольной резки полосы металла (АПР-4);
- агрегат полимерного покрытия полосы металла (АПП-3).
Каждая система состоит из:
- ролика измерительного полиуретанового фирмы Sundwig, Германия;
- датчика импульсов: типа POG 9 DN фирмы «HUBNER», Германия (АНГЦ-4), типа 1ХР8001 фирмы «Siemens», Германия (АПР-4, АПП-3);
- контроллера программируеммируемого Simatic S7-400 фирмы Siеmens, Германия, номер Госреестра СИ 15773-06;
- дисплея.
Основные измерительные компоненты систем представлены на рисунке 1.
Заводские номера систем, представленных на испытания, с заводскими номерами датчиков импульсов и контроллеров программируемых указаны в таблице 1.
Таблица 1 - Заводские номера систем
|
Обозначение |
Заводские номера систем |
Заводские номера датчиков импульсов |
Заводские номера контроллеров программируемых |
|
СИД АНГЦ-4 |
№ 11 |
295448 |
01 |
|
СИД АПР-4 |
№ 12 |
2137698 |
02 |
|
СИД АПП-3 |
№ 13 |
296542 |
03 |
Измерение длины полосы металла в рулоне системой происходит следующим образом: полоса металла разматывающегося рулона движется по оси агрегата через вращающийся измерительный ролик. С роликом механически связан датчик импульсов. За один оборот ролика датчик выдает определенное число импульсов. Импульсы передаются во входной модуль программируемого контроллера, где происходит преобразование импульсов в единицу измерения длины полосы металла - метры.
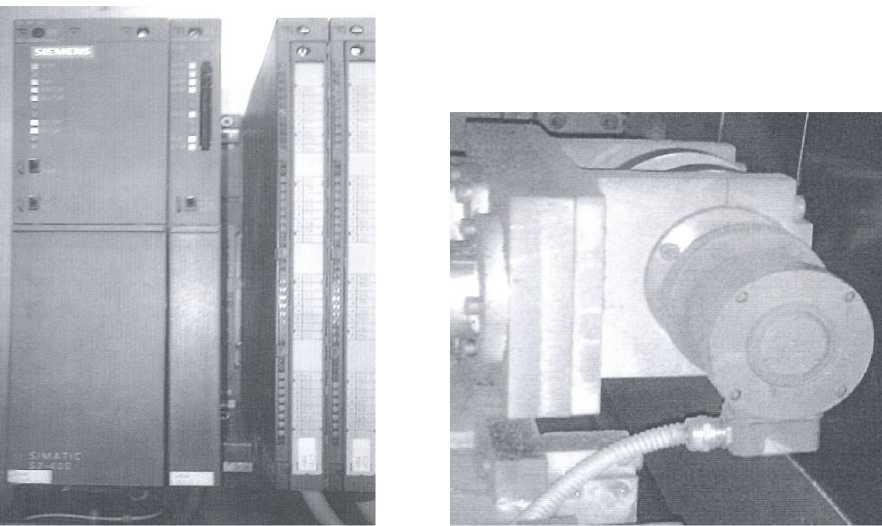
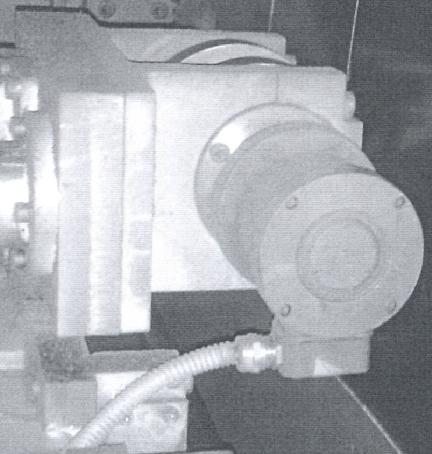
Датчик импульсов
Общий вид контроллера программируемого Simatic S7-400
Рисунок 1 - Основные измерительные компоненты систем
Программное обеспечение
Идентификационные данные программного обеспечения (ПО) приведены в таблице 2. Таблица 2 - Идентификационные данные программного обеспечения
|
Наименование программного обеспечения |
Идентификационное наименование программного обеспечения |
Номер версии (идентификационный номер) программного обеспечения |
Цифровой идентификатор программного обеспечения (контрольная сумма исполняемого кода) |
Алгоритм вычисления цифрового идентификатора программного обеспечения |
|
ПО Системы автоматизированного измерения полосы в рулоне СИД |
ПО СИД 749000 |
749300 |
R756Z0800W |
CRC16 |
ПО систем разработано фирмой Menzel, Германия. ПО встроено в контроллер программируемый Simatic S7-400 фирмы Siеmens, Германия, который размещен в отдельном шкафу.
С целью защиты ПО систем от непреднамеренных и преднамеренных изменений метрологически значимой части ПО и измеренных данных предусмотрено:
- наличие административного пароля предотвращающего несанкционированный доступ через оптический порт и по цифровому интерфейсу к ПО;
- электронное клеймо в виде набора чисел, которое автоматически обновляется после каждого сохранения изменений. Цифровое значение электронного клейма заносится в паспорт систем. Все изменения фиксируют в соответствующем журнале событий. Изменения могут быть внесены только уполномоченным лицом (администратором).
- опломбирование дверцы шкафа, в котором размещен контроллер с ПО.
В соответствии с МИ 3286-2010 «Проверка защиты программного обеспечения и определение её уровня при испытаниях средств измерений в целях утверждения типа» уровень защиты ПО от непреднамеренных и преднамеренных изменений соответствует уровню С.
Технические характеристики
Метрологические и технические характеристики систем приведены в таблице 3.
Таблица 3 - Метрологические и технические характеристики систем
|
Наименование характеристик |
Значения параметров систем | ||
|
АНГЦ-4 (датчик POG 9 DN) |
АПР-4 (датчик 1ХР8001) |
АПП-3 (датчик 1ХР8001) | |
|
Диаметр измерительного ролика, мм |
700 ± 5 |
160 ± 5 |
700 ± 5 |
|
Количество импульсов датчика за один оборот вала, имп./об. |
1024 |
1024 |
1024 |
|
Пределы допускаемой относительной погрешности измерения длины полосы, % |
±0,3 |
±0, 3 |
±0,2 |
|
Диапазон измерения, м |
от 1 до 10000 |
от 4 до 10000 |
от 1 до 10000 |
|
Напряжение питания, В |
от 187 до 242 | ||
|
Частота, Гц |
50+1 | ||
|
Потребляемая мощность, Вт |
12 |
12 |
12 |
|
Диапазон рабочих температур, °С |
От 0 до плюс 40 | ||
Знак утверждения типа
Знак утверждения типа наносится на титульном листе Руководства по эксплуатации систем.
Комплектность
|
Наименование |
Количество на одну систему |
|
1 Ролик измерительный |
1 |
|
2 Датчик импульсов типа POG 9 DN (1ХР8001) |
1 |
|
3 Контроллер программируемый Simatic S7-400 |
1 |
|
4 Дисплей |
1 |
|
5 Руководство по эксплуатации ИС 015-004-2011 РЭ |
1 |
|
6 Методика поверки |
1 |
Поверка
осуществляется по документу МП 48970-12 «Система автоматизированного измерения длины полосы металла в рулоне СИД Методика поверки», утвержденному ФГУ «Липецкий ЦСМ» 20.11.2010 г. В перечень основного и вспомогательного поверочного оборудования входят:
- микрометр МК-175, МК-800, ц.д. 0,01 мм;
- рулетка измерительная металлическая диапазон измерения 0.. .50 м, КТ 2;
- термометр лабораторный ТЛ-4 ц.д. 0,1°С;
- психрометр МВ-4М, ПГ ±2 %.
Сведения о методах измерений
Метод измерения длины полосы металла в рулоне изложен в разделе 8 Руководства по эксплуатации ИС 015-004-2011 РЭ.
Нормативные документы
1 ГОСТ 8.503-84 ГСИ. «Государственная поверочная схема для средств измерений длины в диапазоне 24.75000 м».
2 Руководство по эксплуатации ИС 015-004-2011 РЭ.
Рекомендации к применению
Системы осуществляют измерения в сфере государственного регулирования обеспечения единства измерений при осуществлении торговли и товарообменных операций.
Смотрите также