



Машины измерительные WM 1, SKM, PMS, PMS LL


| Номер в ГРСИ РФ: | 61060-15 |
|---|---|
| Производитель / заявитель: | Фирма "Dr.Heinrich Schneider Messtechnik GmbH", Германия |
| 61060-15: Описание типа СИ | Скачать | 153.1 КБ |
Машины измерительные WM 1, SKM, PMS, PMS LL (далее - машины) предназначены для измерений бесконтактным и контактным методом двухмерных и трехмерных измерений линейных и угловых размеров объектов различных размеров с различной конфигурацией, а также геометрических размеров резьбы.
Информация по Госреестру
| Основные данные | |
|---|---|
| Номер по Госреестру | 61060-15 |
| Наименование | Машины измерительные |
| Модель | WM 1, SKM, PMS, PMS LL |
| Срок свидетельства (Или заводской номер) | 14.07.2020 |
Производитель / Заявитель
Фирма "Dr.Heinrich Schneider Messtechnik GmbH", Германия
Поверка
| Межповерочный интервал / Периодичность поверки | 1 год |
| Зарегистрировано поверок | 106 |
| Найдено поверителей | 16 |
| Успешных поверок (СИ пригодно) | 102 (96%) |
| Неуспешных поверок (СИ непригодно) | 4 (4%) |
| Актуальность информации | 26.04.2025 |
Поверители
Скачать
| 61060-15: Описание типа СИ | Скачать | 153.1 КБ |
Описание типа
Назначение
Машины измерительные WM 1, SKM, PMS, PMS LL (далее - машины) предназначены для измерений бесконтактным и контактным методом двухмерных и трехмерных измерений линейных и угловых размеров объектов различных размеров с различной конфигурацией, а также геометрических размеров резьбы.
Описание
Принцип действия машин основан на методе бесконтактного оптического сканирования контура, с помощью цифровой ПЗС-камеры или контактного измерения с помощью триггерного или сканирующего измерительного датчика.
В зависимости от комплектации машины позволяют реализовать два метода измерения: бесконтактный метод измерения (базовая комплектация) и контактный метод измерения (дополнительная комплектация).
Машины состоят из следующих основных узлов: гранитного основания с консолью или порталом на котором установлена мультисенсорная измерительная система с объективом и контактными датчиками, стола измерительного с оптоэлектронными преобразователями перемещений и персонального компьютера. В зависимости от модели и комплектации машин управление перемещением измерительного стола и пиноли может осуществляться в ручном, моторизированном (с помощью джойстика) или ЧПУ режимах, а так же в зависимости от модели и комплектации машины могут иметь в комплекте средство измерения по вертикальной оси. В этом случае на вертикальной стойке устанавливается преобразователь перемещений, сигналы с которого также передаются в блок обработки результатов измерений (персональный компьютер с программным обеспечением).
Машины выпускаются в стандартном исполнении следующих моделей:
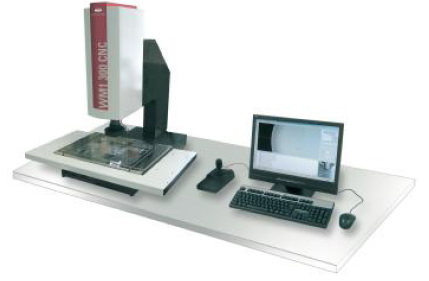
- Модель WM1 (типоразмеры 300/ 400/ 500)
Базовая комплектация: объектив 1,5-х, подвижный стол, ручное управление перемещением измерительного стола и пиноли, программное обеспечение SAPHIR.
Дополнительная комплектация: объектив с изменяемым коэффициентом увеличения, система коаксиального освещения
- Модель WM1 CNC (типоразмеры 300/ 400/ 500)
Базовая комплектация: объектив 1,5-х, подвижный стол, управление ЧПУ перемещением измерительного стола и пиноли, программное обеспечение SAPHIR.
Дополнительная комплектация: объектив с изменяемым коэффициентом увеличения, система коаксиального освещения, триггерный контактный датчик
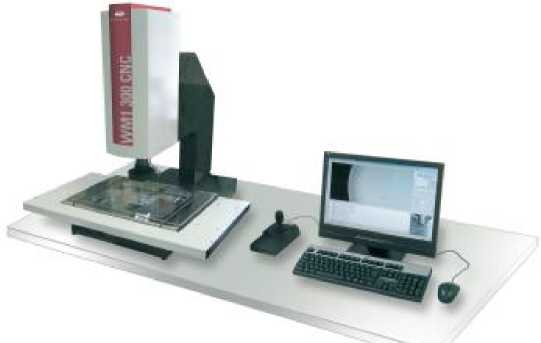
Рис 1. Машина измерительная модель WM1
Модель SKM (типоразмеры 300/ 400/ 500/ 1000 / 1500)
Базовая комплектация: объектив 1,5-х, неподвижный стол, триггерный контактный датчик, управление ЧПУ перемещением консоли и пиноли, программное обеспечение SAPHIR.
Дополнительная комплектация: объектив с изменяемым коэффициентом увеличения, система коаксиального освещения, центра с приводом вращения, управление ЧПУ, сканирую контактный датчик

Место размещения знака утверждения типа
Рис 2 Машина измерительная модель SKM
- Модель PMS (типоразмеры 300/ 400/ 500/ 600/ 700)
Базовая комплектация: объектив 1,5-х, триггерный контактный датчик, подвижный стол, управление ЧПУ перемещением стола и пиноли, программное обеспечение SAPHIR
Дополнительная комплектация: объектив с изменяемым коэффициентом увеличения, система коаксиального освещения, центра с приводом вращения, стол с приводом вращения управление ЧПУ, сканирующий контактный датчик, лазерный коноскопический датчик.

Рис 3. Машина координатная измерительная модель PMS
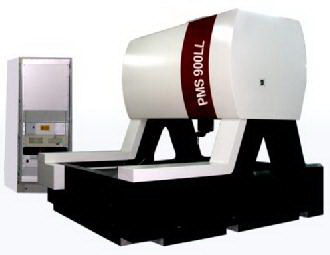
- Модель PMS LL (типоразмеры 600/ 700/ 900/ 1200)
Базовая комплектация: объектив 1,0-х, триггерный контактный датчик, подвижный стол, управление ЧПУ перемещением стола и пиноли, программное обеспечение SAPHIR
Дополнительная комплектация: центра с приводом вращения, стол с приводом вращения управление ЧПУ, сканирующий контактный датчик, лазерный коноскопический датчик.

Место размещения знака утверждения типа
Рис 4. Машина измерительная модель PMS LL
Программное обеспечение
Программное обеспечение предназначено для управления режимами работы машин и обработки результатов измерений.
Программное обеспечение М3 позволяет:
- выбирать метод измерения;
- отображать результаты измерения на мониторе ПК в графическом и табличном виде;
- проводить альтернативный контроль, сравнивая результаты измерений с допустимы
ми отклонениями;
- проводить анализ результатов измерения методом аналитического расчета и методом
графического построения;
- формировать и распечатывать протоколы измерений.
Программное обеспечение SAPHIR позволяет:
- выбирать метод измерения;
- реализовывать принцип однократного и многократного измерения;
- оценивать качество измерения;
- отображать результаты измерения на мониторе ПК в графическом и табличном виде;
- проводить альтернативный контроль, сравнивая результаты измерений с допустимы
ми отклонениями;
- проводить анализ результатов измерения методом аналитического расчета и методом
графического построения;
- сравнивать результаты измерения с CAD моделью объекта измерения;
- проводить измерения в декартовых или полярных системах координат;
- контролировать температурный режим в зоне измерения
- формировать и распечатывать протоколы измерений.
Идентификационные данные программного обеспечения
|
Идентификационные данные (признаки) |
Значение | |
|
Наименование ПО |
SAPHIR |
М3 |
|
Идентификационное наименование ПО |
SAPHIR / U SOFT Solid |
M3.exe |
|
Номер версии ПО |
5.7.1643.0 (не ниже) |
v1.50.12 (не ниже) |
|
Цифровой идентификатор ПО |
C4FBEEA80AB23762CA7 89D35FC574D25 |
62e2f9ff0d31f7301b6 eb374570d83bd |
Уровень защиты ПО - средний, в соответствии с Р 50.2.077 - 2014
Технические характеристики
Таблица 1
|
Модель |
WM1 300 |
WM1 300 CNC |
WM1 400 |
WM1 400 CNC |
WM1 500 |
WM1 500 CNC |
|
Диапазон линейных измерений в направлении, мм: | ||||||
|
оси (Х) |
0-300 |
0-400 |
0-500 | |||
|
оси (У) |
0-200 |
0-200 |
0-200 | |||
|
оси (Z) |
0-200 |
0-200 |
0-200 | |||
|
Дискретность цифрового отсчета, мм |
0,0001 | |||||
|
Пределы допускаемой абсолютной погрешности, мкм (L в мм): | ||||||
|
в направлении одной оси (Х; У) |
Е 1 = ± ( 1,5+L/100) | |||||
|
в плоскости двух осей (Х, У) |
Е2=± (2,9+L/100) | |||||
|
в направлении оси Z |
Ez =± (3,9+L/75)* | |||||
|
Пределы допускаемой абсолютной погрешности увеличения оптической системы, мкм |
±2,5 | |||||
|
Предел абсолютной погрешности измерений формы датчиком, мкм |
8,0* | |||||
|
Пределы абсолютной погрешности измерений размера датчиком, мкм (L в мм) |
±(2,9+L/100)* | |||||
|
Предел абсолютной погрешности позиционирования датчиков, мкм |
6,0* | |||||
|
Габаритные размеры, мм: | ||||||
|
Ширина |
900 |
1000 |
1100 | |||
|
Длина |
950 |
900 |
900 | |||
|
Высота |
950 |
900 |
900 | |||
|
Масса системы, кг |
140 |
150 |
160 |
170 |
180 |
190 |
|
Напряжение питающей сети, В |
220-240 | |||||
|
Частота, Гц |
50-60 | |||||
|
Потребляемая мощность, кВт |
1 | |||||
* - только для моделей с контактным датчиком
Таблица 2
|
Модель |
SKM300 |
SKM400 |
SKM500 |
SKM1000 |
SKM1500 |
|
Диапазон линейных измерений в направлении, мм: | |||||
|
оси (Х) |
0-300 |
0-400 |
0-500 |
0-1000 |
0-1500 |
|
оси (У) |
0-200 |
0-300 |
0-400 |
0-400 |
0-400 |
|
оси (Z) |
0-200 |
0-200 |
0-200 |
0-200 |
0-200 |
|
Дискретность цифрового отсчета, мм |
0,0001 | ||||
|
Пределы допускаемой абсолютной погрешности, мкм (L в мм): | |||||
|
в направлении одной оси (Х; У) |
Е1= ± (1,0+L/300) | ||||
|
в плоскости двух осей (Х, У) |
Е2= ± (2,0+L/300) | ||||
|
В пространстве по трем осям (Х, У, Z) |
Ез=± (2,8+L/300) | ||||
|
Пределы допускаемой абсолютной погрешности увеличения оптической системы, мкм |
±2,5 | ||||
|
Предел абсолютной погрешности измерений формы датчиком, мкм |
3,8 | ||||
|
Пределы абсолютной погрешности измерений размера датчиком, мкм (L в мм) |
±(2,0+L/300) | ||||
|
Предел абсолютной погрешности позиционирования датчиков, мкм |
2,5 | ||||
|
Габаритные размеры, мм: | |||||
|
Ширина |
1000 |
1200 |
1750 |
1950 |
2450 |
|
Длина |
1100 |
1400 |
1750 |
1750 |
2250 |
|
Высота |
1800 |
1900 |
2200 |
2300 |
2800 |
|
Масса системы, кг |
700 |
900 |
2200 |
2400 |
3000 |
|
Напряжение питающей сети, В |
220-240 | ||||
|
Частота, Гц |
50-60 | ||||
|
Потребляемая мощность, кВт |
1 | ||||
Таблица 3
|
Модель |
PMS300 |
PMS400 |
PMS500 |
PMS600 |
PMS700 |
|
Диапазон линейных измерений в направлении, мм: | |||||
|
оси (Х) |
0-300 |
0-400 |
0-500 |
0-600 |
0-700 |
|
оси (У) |
0-300 |
0-400 |
0-500 |
0-600 |
0-700 |
|
оси (Z) |
0-300 |
0-300 |
0-300 |
0-300 |
0-300 |
|
Дискретность цифрового отсчета, мм |
0,0001 | ||||
|
Пределы допускаемой абсолютной погрешности, мкм (L в мм): | |||||
|
в направлении одной оси (Х; У) |
Е1= ± (1,0+L/300) | ||||
|
в плоскости двух осей (Х, У) |
Е2=± (2,0+L/300) | ||||
|
в пространстве по трем осям (Х, У, Z) |
Еэ=± (2,8+L/300) | ||||
|
Пределы допускаемой абсолютной погрешности увеличения оптической системы, мкм |
±2,5 | ||||
|
Предел абсолютной погрешности измерений формы датчиком, мкм |
3,8 | ||||
|
Пределы абсолютной погрешности измерений размера датчиком, мкм (L в мм) |
±(2,0+L/300) | ||||
|
Предел абсолютной погрешности позиционирования датчиков, мкм |
2,5 | ||||
|
Габаритные размеры, мм: | |||||
|
Ширина |
700 |
800 |
1100 |
1200 |
1600 |
|
Длина |
850 |
950 |
1400 |
1600 |
2500 |
|
Высота |
1950 |
1950 |
1950 |
1950 |
1950 |
|
Масса системы, кг |
680 |
1000 |
1550 |
3670 |
4500 |
|
Напряжение питающей сети, В |
220-240 | ||||
|
Частота, Гц |
50-60 | ||||
|
Потребляемая мощность, кВт |
1 | ||||
Таблица 4
|
Модель |
PMS 600 LL |
PMS 700 LL |
pms 900 LL |
PMS 1200 LL |
|
Диапазон линейных измерений в направлении, мм: | ||||
|
оси (Х) |
0-600 |
0-700 |
0-900 |
0-1200 |
|
оси (У) |
0-600 |
0-700 |
0-700 |
0-1200 |
|
оси (Z) |
0-600 |
0-600 |
0-600 |
0-600 |
|
Дискретность цифрового отсчета, мм |
0,0001 | |||
|
Пределы допускаемой основной погрешности, мкм (L в мм): | ||||
|
в направлении одной оси (Х; У) |
Е1=± (0,9+L/600) | |||
|
в плоскости двух осей (Х, У) |
Е2=± (1,2+L/500) | |||
|
в пространстве по трем осям (Х, У, Z) |
Ез=± (1,9+L/400) | |||
|
Пределы допускаемой абсолютной погрешности увеличения оптической системы, мкм |
±2,5 | |||
|
Предел абсолютной погрешности измерений формы датчиком, мкм |
3,8 | |||
|
Пределы абсолютной погрешности измерений размера датчиком, мкм (L в мм) |
±(1,2+L/500) | |||
|
Предел абсолютной погрешности позиционирования датчиков, мкм |
2,5 | |||
|
Габаритные размеры, мм: | ||||
|
Ширина |
1750 |
1850 |
2050 |
2350 |
|
Длина |
2700 |
2800 |
2800 |
3800 |
|
Высота |
2350 |
2350 |
2350 |
2350 |
|
Масса системы, кг |
4500 |
550 |
7500 |
10500 |
|
Напряжение питающей сети, В |
220-240 | |||
|
Частота, Гц |
50-60 | |||
|
Потребляемая мощность, кВт |
1 | |||
Условия эксплуатации:
- температура окружающей среды (20 ± 1) °С;
- относительная влажность воздуха (65 ± 15) %.
Знак утверждения типа
наносится фотохимическим методом на маркировочную табличку на передней панели прибора и методом печати на титульный лист Руководства по эксплуатации.
Комплектность
|
Наименование |
Кол-во, шт. |
|
Машина измерительная координатная оптическая |
1 |
|
Система диаскопического освещения |
1 |
|
Кольцевой диодный источник эпископического освещения |
1 |
|
Стол измерительный |
1 |
|
Программное обеспечение SAPHIR на русском языке |
1 |
|
Программное обеспечение М3 на русском языке (по заказу) |
1 |
|
Устройство измерения размера по вертикали (по заказу) |
1 |
|
Объектив с изменяемым коэффициентом увеличения (по заказу) |
1 |
|
Система коаксиального освещения (по заказу) |
1 |
|
Центра с приводом вращения управление ЧПУ (по заказу) |
1 |
|
Стол с приводом вращения управление ЧПУ (по заказу) |
1 |
|
Тригерный контактный датчик (по заказу) |
1 |
|
Сканирующий контактный датчик (по заказу) |
1 |
|
Лазерный коноскопический датчик (по заказу) |
1 |
|
Компьютер персональный |
1 |
|
Руководство по эксплуатации |
1 |
|
Методика поверки МП ТИнТ 170-2014 «Машины измерительные WM 1, SKM, PMS, PMS LL. Методика поверки». |
1 |
Поверка
осуществляется по документу МП ТИнТ 170-2014 «Машины измерительные WM 1, SKM, PMS, PMS LL. Методика поверки», утвержденной ГЦИ СИ ООО «ТестИнТех» 27.11. 2014 г.
Основные средства поверки:
1. Меры длины концевые плоскопараллельные, 2-го разряда по
ГОСТ Р 8.763-2011;
2. Кольца измерительные, 3-го разряда по ГОСТ Р 8.763-2011;
3. Мера длины штриховая стеклянная 11-Б-200, 2-го разряда по
ГОСТ Р 8.763-2011;
4. Объект-микрометр ОМП, 2-го разряда по ГОСТ Р 8.763-2011.
Сведения о методах измерений
Методы выполнения измерений машинами координатными измерительными WM 1, SKM, PMS, PMS LL приведены в «Программное обеспечение SAPHIR. Руководство по эксплуатации»
Нормативные документы
1. Техническая документация Dr. Heinrich Schneider Messtechnik GmbH (Герма
ния)
2. ГОСТ Р 8.763-2011 «ГСИ. Государственная поверочная схема для средств из
мерений длины в диапазоне 1-10’9 ... 50 м и длин волн в диапазоне 0,2 ... 50 мкм»
Смотрите также



