



Система измерений геометрических параметров профиля рельсов PDAS-800

| Номер в ГРСИ РФ: | 63518-16 |
|---|---|
| Производитель / заявитель: | Фирма "NDT Technologies Inc.", Канада |
Система измерений геометрических параметров профиля рельсов PDAS-800 (далее - система) предназначена для измерений геометрических параметров металлопрокатной продукции в автоматизированном режиме при прохождении продукции через систему.
Информация по Госреестру
| Основные данные | |||||||
|---|---|---|---|---|---|---|---|
| Номер по Госреестру | 63518-16 | ||||||
| Наименование | Система измерений геометрических параметров профиля рельсов | ||||||
| Модель | PDAS-800 | ||||||
| Характер производства | Единичное | ||||||
| Идентификатор записи ФИФ ОЕИ | 928f16b9-0103-dafe-0b08-1725169c2776 | ||||||
| Испытания |
|
||||||
Производитель / Заявитель
Компания "NDT Technologies Inc.", КАНАДА
Поверка
| Межповерочный интервал / Периодичность поверки |
1 год
|
| Зарегистрировано поверок | |
| Найдено поверителей | |
| Успешных поверок (СИ пригодно) | 3 (100%) |
| Неуспешных поверок (СИ непригодно) | 0 (0 %) |
| Актуальность информации | 14.12.2025 |
Поверители
Скачать
|
63518-16: Описание типа
2016-63518-16.pdf
|
Скачать | 130.6 КБ | |
|
63518-16: Методика поверки
2016-mp63518-16.pdf
|
Скачать | 572.3 КБ |
Описание типа
Назначение
Система измерений геометрических параметров профиля рельсов PDAS-800 (далее - система) предназначена для измерений геометрических параметров металлопрокатной продукции в автоматизированном режиме при прохождении продукции через систему.
Описание
Система состоит из лазерных датчиков, пульта управления, компьютера сбора и обработки данных, основного блока, вспомогательных блоков, блока клемм Ввод/Вывод.
Для измерений параметров профиля рельса используются восемь лазерных триангуляционных датчиков, которые установлены на одной плите и размещены вокруг оси движения рельса.
Поток излучения, испускаемый полупроводниковым лазером, трансформируется с помощью цилиндрической линзы в луч плоской формы. Рассеиваясь на исследуемом объекте, этот луч формирует на поверхности объекта изображение, соответствующее профилю объекта в части, охватываемой потоком излучения. Это изображение проецируется на светочувствительную КМОП-матрицу и затем обрабатывается сигнальным процессором датчика. Обработанные изображения со всех датчиков поступают на компьютер, где восстанавливается изображение профиля рельса и подвергается математической обработке для расчета значений измеряемых параметров профиля.
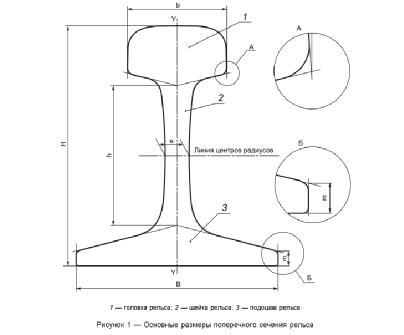
На рисунке 1 показана схема расположения лазерных датчиков для измерений параметров профиля рельсов, на рисунке 2 приведено обозначение параметров профиля рельсов, на рисунке 3 представлен общий вид системы.
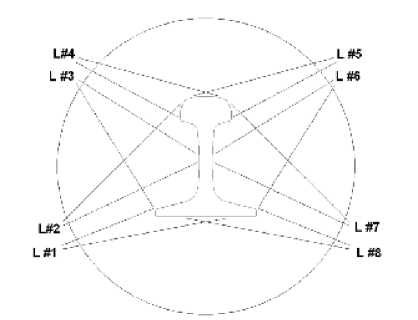
Рисунок 1 - Схема расположения лазерных датчиков
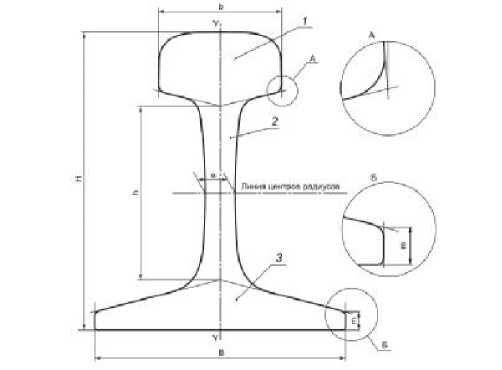
Рисунок 2 - Обозначение параметров профиля рельсов

знак
утверждения типа
Рисунок 3 - Общий вид системы измерений геометрических параметров профиля рельсов PDAS-800
Программное обеспечение
Система имеет в своем составе программное обеспечение (ПО), идентификационные данные которого приведены в таблице 1.
Таблица 1
|
Идентификационные данные (признаки) |
Значение |
|
Идентификационное наименование ПО |
OPG-R |
|
Номер версии (идентификационный номер) ПО |
1.86 и выше |
|
Цифровой идентификатор ПО |
- |
Программное обеспечение встроено в компьютер сбора и обработки данных и осуществляет функции индикации и управления. За метрологически значимое принимается все ПО. Программное обеспечение защищено от преднамеренных изменений с помощью пароля и авторизации пользователей. Конструкция системы исключает возможность несанкционированного влияния на ПО системы и измерительную информацию.
Защита программного обеспечения системы соответствует уровню «высокий» в соответствии с Р 50.2.077-2014.
Технические характеристики
Таблица 2
|
Наименование характеристики |
Значение для типа рельса | ||
|
P65 |
P50 | ||
|
Минимальная длина контролируемых рельсов, м, не более |
12,5 | ||
|
Максимальная длина контролируемых рельсов, м, не менее |
125 | ||
|
Измеряемые параметры и диапазоны измерений, мм | |||
|
Высота рельса (H) |
от 149 до 155 |
от 177 до 183 | |
|
Ширина головки (b) |
от 69 до 75 |
от 72 до 78 | |
|
Ширина подошвы (B) |
от 129 до 135 |
от 147 до 153 | |
|
Толщина шейки (e) |
от 12 до 20 |
от 15 до 21 | |
|
Высота шейки (h) |
от 80 до 87 |
от 101 до 110 | |
|
Высота пера подошвы (m) |
от 7,5 до 14 |
от 8 до 14 | |
|
Пределы допускаемой абсолютной погрешности измерений параметров, мм: | |||
|
Высота рельса (H) |
±0,06 | ||
|
Ширина головки (b) |
±0,06 | ||
|
Ширина подошвы (B) |
±0,06 | ||
|
Толщина шейки (e) |
±0,06 | ||
|
Высота шейки (h) |
±0,3 | ||
|
Высота пера подошвы (m) |
±0,3 | ||
|
Электропитание от сети переменного тока напряжением, В |
220±10% | ||
|
Потребляемая мощность, кВт, не более |
3 | ||
|
Габаритные размеры (длина х ширина х высота), м |
1,6 х 1,6 х 1,7 | ||
|
Масса, т, не более |
0,8 | ||
|
Условия эксплуатации: | |||
|
Температура окружающей среды, °С |
от плюс 10 до плюс 35 | ||
Знак утверждения типа
наносится на титульный лист руководства по эксплуатации методом печати и на маркировочную бирку системы с помощью наклейки.
Комплектность
Таблица 3
|
№ п/п |
Наименование |
Количество, шт. |
|
1 |
Система измерений геометрических параметров профиля рельсов PDAS-800 |
1 шт. |
|
2 |
Руководство по эксплуатации |
1 экз. |
|
3 |
Методика поверки |
1 экз. |
Поверка
осуществляется в соответствии с документом МП 63518-16 «Система измерений геометрических параметров профиля рельсов PDAS-800. Методика поверки», утвержденным ФГУП «ВНИИМС» 22 декабря 2015 г.
Основные средства поверки: меры геометрических параметров профиля рельса RPR-01, диапазон номинальных значений параметров от 7,8 до 183 мм, пределы допускаемой абсолютной погрешности воспроизведения геометрических параметров профиля рельса от 0,02 до 0,1 мм.
Сведения о методах измерений
Методика измерений изложена в руководстве по эксплуатации измерений геометрических параметров профиля рельсов PDAS-800.
Нормативные документы
Техническая документация производителя.
Смотрите также




