



Системы измерения отклонения от плоскостности листового проката

| Номер в ГРСИ РФ: | 65945-16 |
|---|---|
| Производитель / заявитель: | ПАО "Северсталь", г.Череповец |
Системы измерения отклонения от плоскостности листового проката (далее - система) предназначены для бесконтактного автоматизированного измерения отклонений от плоскостности листового проката в технологическом потоке.
Информация по Госреестру
| Основные данные | |||||||
|---|---|---|---|---|---|---|---|
| Номер по Госреестру | 65945-16 | ||||||
| Наименование | Системы измерения отклонения от плоскостности листового проката | ||||||
| Характер производства | Единичное | ||||||
| Идентификатор записи ФИФ ОЕИ | 774cac5c-68a2-e0e8-16f9-75153a929ae6 | ||||||
| Испытания |
|
||||||
Производитель / Заявитель
ПАО "Северсталь", РОССИЯ, г.Череповец
Поверка
| Межповерочный интервал / Периодичность поверки |
1 год
|
| Зарегистрировано поверок | |
| Найдено поверителей | |
| Успешных поверок (СИ пригодно) | 18 (100%) |
| Неуспешных поверок (СИ непригодно) | 0 (0 %) |
| Актуальность информации | 28.12.2025 |
Поверители
Скачать
|
65945-16: Описание типа
2016-65945-16.pdf
|
Скачать | 204.6 КБ | |
|
65945-16: Методика поверки
2016-mp65945-16.pdf
|
Скачать | 354.4 КБ |
Описание типа
Назначение
Системы измерения отклонения от плоскостности листового проката (далее - система) предназначены для бесконтактного автоматизированного измерения отклонений от плоскостности листового проката в технологическом потоке.
Описание
Принцип действия системы - лазерная триангуляция. Лазер, световая точка на поверхности объекта и регистрирующая видеокамера образуют в пространстве треугольник, зная параметры которого можно вычислить расстояние до облучаемого лазером участка поверхности листа.
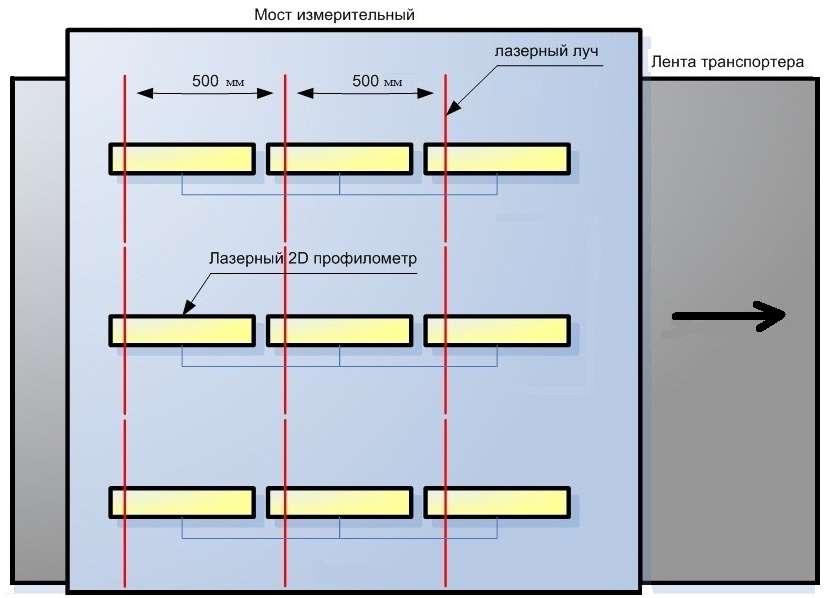
Система представляет собой измерительный модуль в виде девяти лазерных 2D профилометров, расположенных на несущей металлоконструкции над ленточным транспортером, вычислительный модуль, модуль графической индикации и линии связи.
2D профилометры содержат лазерный модуль и фотоприемник в виде матрицы из фоточувствительных элементов. На измеряемый объект наводится линия лазерного излучения, формируемая лазерным модулем с оптическим генератором линии. Изображение линии проецируется оптической системой на матрицу фотоприемника, оцифровывается и передается в контроллер, где производится обработка сигнала. Информация поступает в компьютер по интерфейсу Ethernet. Специализированное программное обеспечение осуществляет прием информации с профилометров, визуализацию полученных данных и управление режимами работы. Результатом обработки является профиль измеряемого объекта в реальном времени.
Система производит синхронно измерение расстояния от базовой поверхности до поверхности измеряемого листа в трех поперечных сечениях, равноудаленных на расстояние 500 мм друг от друга. С помощью программного обеспечения производится расчет отклонения от плоскостности на метре длины (мм/м). После измерения всего листа определяется наибольшее из измеренных значений отклонения от плоскостности (мм/м).
Схема расположения лазерных 2D профилометров представлена на рисунке 1.
Общий вид системы представлен на рисунке 2.
Пломбирование системы не предусмотрено.
Мост измерительный
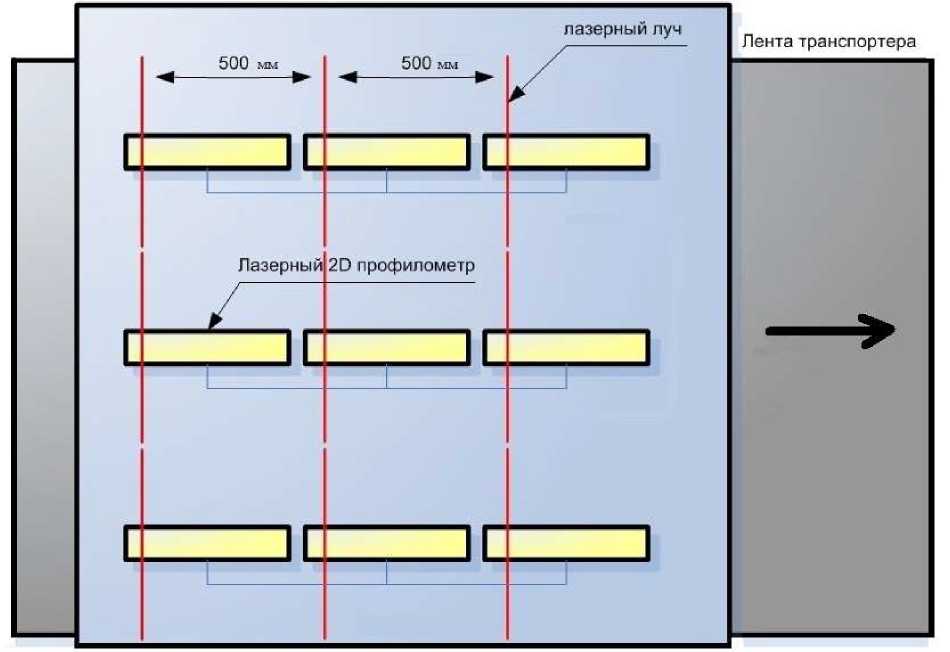
Рисунок 1- Схема расположения лазерных 2D профилометров

Рисунок 2 - Общий вид системы измерения отклонения от плоскостности листового проката
Программное обеспечение
Уровень защиты программного обеспечения «средний» в соответствии с Р 50.2.007 - 2014.
Таблица 1 - Идентификационные данные программного обеспечения
|
Идентификационные данные (признаки) |
Значение |
|
Идентификационное наименование ПО |
SMFlatness.exe |
|
Номер версии (идентификационный номер) ПО |
1.5.6.36 |
|
Цифровой идентификатор ПО |
13316049 |
|
Алгоритм вычисления контрольной суммы исполняемого кода |
CRC32 |
Технические характеристики
Таблица 2 - Метрологические и основные технические характеристики
|
Наименование характеристики |
Значение |
|
Диапазон измерений отклонений от плоскостности, мм/м |
от 0 до 150 |
|
Пределы допускаемой абсолютной погрешности при измерении отклонений от плоскостности, мм/м |
±1,0 |
|
Характеристики объекта контроля: - ширина листа, мм - длина листа, мм - толщина листа, мм |
от 900 до 1950 от 1500 до 12300 от 1,2 до 16 |
|
Скорость движения листа, м/с, не более |
3,5 |
|
Источник лазерного излучения |
658 нм, 20 мВт, модулируемый |
|
Частота измерений, кадров/с |
225 |
|
Степень пыле-влаго защиты измерительного оборудования |
IP66 |
|
Диапазон рабочих температур, °С |
от +5 до +40 |
|
Параметры электрического питания: Напряжение, В Частота, Гц |
220±22 50±1 |
|
Г абаритные размеры, мм, не более Лазерный 2D профилометр |
495x151x58 |
|
Масса, кг, не более Лазерный 2D профилометр |
3,5 |
|
Средний срок службы, лет |
5 |
Знак утверждения типа
наносится на титульный лист руководства по эксплуатации системы типографским способом.
Комплектность
Таблица 3 - Комплектность средства измерений
|
Наименование |
Обозначение |
Кол-во |
|
Система измерения отклонения от плоскостности листового проката |
_ |
1 шт. |
|
Руководство по эксплуатации «Система измерения отклонения от плоскостности листового проката» |
_ |
1 экз. |
|
Наименование |
Обозначение |
Кол-во |
|
Паспорт «Система измерения отклонения от плоскостности листового проката» |
_ |
1 экз. |
|
Руководство пользователя ПО. «Система измерения отклонения от плоскостности листового проката». |
_ |
1 экз. |
|
ГСИ. Система измерения отклонения от плоскостности листового проката Методика поверки |
МП 103-261-2015 |
1 экз. |
|
Описание типа |
_ |
1 экз. |
Поверка
осуществляется по документу МП 103-261-2015 «ГСИ. Система измерения отклонения от плоскостности листового проката. Методика поверки», утвержденному ФГУП «УНИИМ» 11 октября 2016 г.
Основное средство поверки:
меры длины концевые плоскопараллельные 4 разряда по ГОСТ Р 8.763-2011.
Допускается применение аналогичных средств поверки, обеспечивающих определение метрологических характеристик поверяемого СИ с требуемой точностью.
Знак поверки наносится на свидетельство о поверке.
Сведения о методах измерений
приведены в эксплуатационном документе.
Нормативные документы
ГОСТ 26877-2008 Металлопродукция. Методы измерений отклонений от формы;
Техническая документация ПАО «Северсталь», г. Череповец.
Смотрите также




