



Система автоматизированного бесконтактного контроля глубины и профиля дефектов поверхности оболочки и концевых деталей изделий
| Номер в ГРСИ РФ: | 87284-22 |
|---|---|
| Производитель / заявитель: | Конструкторско-технологический институт научного приборостроения Сибирского отделения Российской академии наук (КТИ НП СО РАН), г.Новосибирск |
Система автоматизированного бесконтактного контроля глубины и профиля дефектов поверхности оболочки и концевых деталей изделий (далее — система) предназначена для бесконтактного измерения глубины и контроля профиля дефектов поверхности оболочки и концевых деталей изделий.
Информация по Госреестру
| Основные данные | |||||||
|---|---|---|---|---|---|---|---|
| Номер по Госреестру | 87284-22 | ||||||
| Наименование | Система автоматизированного бесконтактного контроля глубины и профиля дефектов поверхности оболочки и концевых деталей изделий | ||||||
| Характер производства | Единичное | ||||||
| Идентификатор записи ФИФ ОЕИ | 30d36f3c-ddd5-4e4b-c895-23dc862dc62f | ||||||
| Испытания |
|
||||||
Производитель / Заявитель
Федеральное государственное бюджетное учреждение науки Конструкторско-технологический институт научного приборостроения Сибирского отделения Российской академии наук (КТИ НП СО РАН), г. Новосибирск
Поверка
| Межповерочный интервал / Периодичность поверки |
1 год
|
| Зарегистрировано поверок | |
| Найдено поверителей | |
| Успешных поверок (СИ пригодно) | 2 (100%) |
| Неуспешных поверок (СИ непригодно) | 0 (0 %) |
| Актуальность информации | 02.08.2026 |
Поверители
Скачать
|
87284-22: Описание типа
2022-87284-22.pdf
|
Скачать | 1.1 MБ | |
|
87284-22: Методика поверки
2022-mp87284-22.pdf
|
Скачать | 3.3 MБ |
Описание типа
Назначение
Система автоматизированного бесконтактного контроля глубины и профиля дефектов поверхности оболочки и концевых деталей изделий (далее — система) предназначена для бесконтактного измерения глубины и контроля профиля дефектов поверхности оболочки и концевых деталей изделий.
Описание
Измерение глубины профиля дефекта на поверхности контролируемого изделия основано на использовании явления интерференции частично когерентных по времени световых волн, излучаемых хроматическим источником света.
Для формирования интерференции света в оптико-механическом блоке системы реализован интерферометр, построенный по схеме «интерферометра Линника». Оптическая схема интерферометра представлена на рисунке 1.
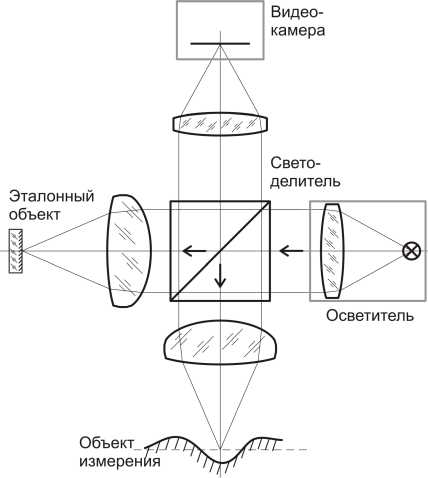
Рисунок 1 - Оптическая схема интерферометра
Измерение осуществляется бесконтактно. Поверхность контролируемого изделия с дефектом помещается в измерительное плечо интерферометра. Коллимированный пучок частично когерентного света, выходящий из осветителя, с помощью светоделителя делится на две части. Одна часть пучка света попадает в опорное плечо интерферометра и освещает эталонный объект (опорное зеркало). Профиль фазы световой волны, отраженной этим объектом, определяется профилем его поверхности. Поверхность контролируемого дефекта освещается другой частью пучка света. В этом случае, профиль фазы световой волны, отраженной от поверхности измеряемого дефекта, также обусловлен формой этой поверхности.
Волны света, отраженные от эталонного объекта и контролируемой поверхности, интерферируют в плоскости видеокамеры. Интерференция частично когерентных (по времени) волн наблюдается при разности их фаз, не превышающей длины когерентности. Таким образом, условию существования когерентности удовлетворяет слой в зоне измерения, толщина которого приблизительно равна длине когерентности lc. Средняя часть этого слоя совпадает с проекцией эталонной поверхности в зоне измерения и показана на рисунке 2 штрихпунктирной линией. Её положение в зоне измерения определяется равенством длин оптических путей опорного и измерительного плеч интерферометра. Для непрозрачных, например, металлических объектов положение и поперечная конфигурация зоны интерференции на матрице видеокамеры будет определяться пересечением проекции поверхности эталонного объекта (в зоне измерения) с поверхностью измеряемого дефекта в соответствии с рисунком 2.
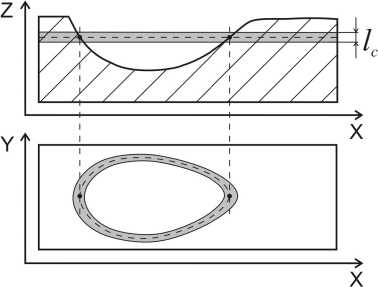
Рисунок 2 - Пересечение в зоне измерения проекции эталонной поверхности с поверхностью измеряемого дефекта
Это пересечение и определяет изолинию дефекта, соответствующую данной глубине вдоль оси Z, т. е. в направлении падающего на дефект светового пучка. Регистрация зоны интерференции видеокамерой позволяет восстановить соответствующую изолинию.
Для восстановления профиля всей поверхности, находящейся в зоне контроля, необходимо с определенным шагом изменять взаимное расположение измеряемой поверхности дефекта и блока интерферометра, выделяя при этом изолинию глубины для каждого шага. Имея набор изолиний (по одной для каждого шага), можно программно восстановить объёмное изображение измеряемой поверхности и отобразить его на экране монитора. Последняя, «самая глубокая», изолиния определяет максимальную глубину рельефа поверхности, находящейся в зоне измерения.
Применяемый в системе метод измерения является прямым методом, при котором регистрируются непосредственно координаты точек поверхности, находящейся в зоне измерения. Малая длина когерентности, используемого в системе источника света, позволяет получить высокую точность и достоверность результатов измерений.
Полученные результаты измерения представляются оператору на экране монитора в виде объемного изображения участка поверхности изделия и записываются в базу данных для последующего просмотра. Кроме трехмерной модели дефекта, на экран монитора выводится карта изолиний глубины дефекта, а также профиль выбранного сечения поверхности дефекта, по которому можно определить его геометрические размеры. Результаты измерения могут быть выведены на принтер.
Конструктивно система состоит из оптико-механического и электронного блоков (включая контроллер стола), управление которыми осуществляется с помощью компьютера с установленным на нём программным обеспечением.
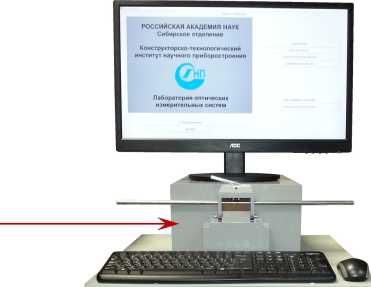
Общий вид системы представлен на рисунке 3.
1

4
1 - оптико-механический блок, 2 - системный блок управляющего компьютера,
3 - электронный блок, 4 - контроллер стола.
Рисунок 3 - Общий вид системы
Оптико-механический блок (ОМБ) является основным устройством системы, с помощью которого выполняются измерения глубины и профиля дефекта на поверхности контролируемого изделия. Внутри блока размещены однокоординатный моторизованный стол, на котором смонтированы оптические элементы интерферометра (объектив, осветитель, цифровая видеокамера) и преобразователь линейных перемещений, обеспечивающий контроль перемещения стола относительно поверхности контролируемого изделия.
Электронный блок (ЭБ) и контроллер стола выполняют функции обеспечения всех узлов ОМБ электропитанием и управления его компонентами в соответствии с командами оператора.
Управляющий компьютер (КУ), с загруженным на нём программным обеспечением, используется оператором для управления всеми устройствами системы, а также для отображения результатов измерений на экране монитора, хранения необходимых для работы системы программ и данных результатов контроля.
Для настройки системы и проверки правильности её функционирования применяется комплект калибров, входящий в её состав. Комплект состоит из трёх изделий (калибров), каждый из которых представляет собой тело вращения, состоящее из двух цилиндрических поверхностей различных диаметров, образующих ступеньки.
Маркировка наносится методом лазерной гравировки на таблички, постоянно закрепленные на задней панели ОМБ и на передней панели ЭБ, и на этикетку типографским способом, закрепленную на крышке органайзера комплекта калибров.
Маркировка содержит следующую информацию:
- наименование предприятия-изготовителя;
- наименование системы;
- обозначение системы, заводской номер (1, числовой) и дату выпуска;
- наименование и обозначение блока/комплекта.
Пломбирование оборудования системы не предусмотрено.
Программное обеспечение
Программное обеспечение предназначено для управления оборудованием системы, а также для обработки, отображения, сохранения и печати результатов измерений.
Уровень защиты программного обеспечения по Р 50.2.077-2014 - «средний».
Таблица 1 - Идентификационные данные программного обеспечения
|
Идентификационные данные (признаки) |
Значение |
|
Идентификационное наименование ПО |
profile20.exe |
|
Номер версии (идентификационный номер) ПО |
1.0.0.1 |
|
Цифровой идентификатор ПО (контрольная сумма исполняемого кода) |
8a2f45280c760639c6d7838ac5b0b5dc |
|
Алгоритм вычисления цифрового идентификатора |
MD5 |
Технические характеристики
Таблица 2 - Метрологические характеристики_____
|
Наименование характеристики |
Значение |
|
Диапазон измерений глубины дефектов, мкм |
от 10 до 200 |
|
Дискретность отсчета, мкм |
0,1 |
|
Пределы допускаемой абсолютной погрешности измерений глубины, мкм |
±3 |
Таблица 3 - Основные технические характеристики
|
Наименование характеристики |
Значение |
|
1 |
2 |
|
Размер зоны контроля, мм2, не менее |
2,3 х 1,7 |
|
Условия эксплуатации по гр. УХЛ4.1 ГОСТ 15150-69, со следующими уточнениями: - температура окружающего воздуха, °C - относительная влажность воздуха, %, не более - атмосферное давление, кПа |
от +15 до +25 75 от 84,0 до 106,7 |
|
Электропитание от однофазной сети переменного тока: - напряжение, В - частота, Г ц |
от 187 до 242 (50 ± 2,5) |
|
Потребляемая мощность, кВт, не более |
1,5 |
Продолжение таблицы 3
|
Габаритные размеры, мм, не более: Блока оптико-механического (ОМБ): - ширина |
280 |
|
- высота |
170 |
|
- глубина |
405 |
|
Блока электронного (ЭБ): - ширина |
260 |
|
- высота |
110 |
|
- глубина |
275 |
|
Системного блока компьютера управляющего (КУ): - ширина |
480 |
|
- высота |
180 |
|
- глубина |
510 |
|
Комплекта калибров (в футляре): - ширина |
195 |
|
- высота |
45 |
|
- глубина |
160 |
|
Масса, кг, не более: - Блока оптико-механического (ОМБ) |
25 |
|
- Блока электронного (ЭБ) |
3 |
|
- Системного блока компьютера управляющего (КУ) |
15 |
|
- Комплекта калибров (в футляре) |
0,3 |
|
Средний срок службы, лет, не менее |
15 |
|
Время непрерывной работы, ч, не менее |
24 |
|
Средняя наработка на отказ, ч |
2000 |
Знак утверждения типа
на титульные листы эксплуатационной документации типографским способом.
Комплектность
Таблица 4 - Комплектность
|
Наименование |
Обозначение |
Кол. |
|
Блок оптико-механический (ОМБ) |
КПБМ.1226.01 |
1 шт. |
|
Блок электронный (ЭБ) |
КПБМ.1226.02 |
1 шт. |
|
Контроллер стола |
GSC-02 |
1 шт. |
|
Компьютер управляющий (КУ) 1) |
_ |
1 шт. |
|
Программное обеспечение (ПО)2) |
_ |
1 шт. |
|
Комплект калибров 3) |
КПБМ.1226.03 |
1 шт. |
|
Комплект документов для ремонта 4) |
_ |
1 компл. |
|
Комплект эксплуатационной документации 5) |
_ |
1 компл. |
|
Методика поверки |
МП-420-КА.Ки.310556-2022 |
1 экз. |
|
1) процессор - Intel i5-9400 (не хуже); память - 4 Гб (не менее); жесткий диск - 1 Тб (не менее); видеокарта - Nvidia GeForce GTX 1050 Ti (не хуже); порты - RS232, USB2.0, USB3.1. 2) ПО установлено на жесткий диск КУ (включая комплект программных документов согласно спецификации 643.КПБМ.01226), копия ПО и документации на DVD-диске. 3) с приложением паспортов. 4) согласно ведомости документов для ремонта КПБМ.1226ВР. 5) согласно ведомости эксплуатационных документов КПБМ.1226ВЭ. | ||
Сведения о методах измерений
приведены в разделе 3 «Использование Системы по назначению» документа КПБМ.1226РЭ «Автоматизированная система бесконтактного контроля глубины и профиля дефектов поверхности оболочки и концевых деталей изделий. Руководство по эксплуатации».
Нормативные документы
Локальная поверочная схема Западно-Сибирского филиала ФГУП «ВНИИФТРИ» для средств измерений «Система автоматизированного бесконтактного контроля глубины и профиля дефектов поверхности оболочки и концевых деталей изделий» (утверждена Западно-Сибирским филиалом ФГУП «ВНИИФТРИ», 18.03.2022).