



Установки роботизированные измерений геометрических параметров тележек Спрут-2
| Номер в ГРСИ РФ: | 30892-14 |
|---|---|
| Производитель / заявитель: | ООО "Агроэл", г.Рязань |
|
30892-14: Описание типа
2014-30892-14.pdf
|
Скачать | 236.2 КБ |
Для измерения геометрических параметров тележек грузовых вагонов бесконтактным способом в автоматическом режиме по команде оператора, применяются на предприятиях ОАО "РЖД" при плановом и капитальном ремонте тележек грузовых вагонов в условиях депо и ремонтных заводов.
Информация по Госреестру
| Основные данные | |
|---|---|
| Номер по Госреестру | 30892-14 |
| Действует | по 12.02.2019 |
| Наименование | Установки роботизированные измерений геометрических параметров тележек |
| Модель | Спрут-2 |
| Характер производства | Серийное |
| Идентификатор записи ФИФ ОЕИ | b3c3eda2-6e47-d697-9867-65502a30f9e5 |
| Год регистрации | 2014 |
| Общие данные | |
|---|---|
| Класс СИ | 27.01 |
| Год регистрации | 2014 |
| Страна-производитель | Россия |
| Примечание | 12.02.2014 утвержден вместо 30892-05 |
| Информация о сертификате | |
| Срок действия сертификата | 12.02.2019 |
| Тип сертификата (C - серия/E - партия) | C |
| Дата протокола | Приказ 106 п. 28 от 12.02.201418 от 22.12.05 п.128 |
Производитель / Заявитель
ООО "Агроэл", РОССИЯ, г.Рязань
Россия
390013, Михайловское шоссе, 1а. Тел. (4912) 91-10-21, 91-10-22, Факс 91-10-21, E-mail: agroel@cttc-ryazan.ru
Поверка
| Методика поверки / информация о поверке | МП 30892-14 |
| Межповерочный интервал / Периодичность поверки |
1 год
|
| Зарегистрировано поверок | |
| Актуальность информации | 28.12.2025 |
Поверители
Скачать
|
30892-14: Описание типа
2014-30892-14.pdf
|
Скачать | 236.2 КБ |
Описание типа
Назначение
Установки роботизированные измерений геометрических параметров тележек «Спрут-2» (далее - установка) предназначены для измерений бесконтактным способом геометрических параметров тележек грузовых вагонов.
Описание
В принцип действия установки заложено бесконтактное измерение геометрических параметров боковых рам в сборе с надрессорной балкой тележки, основанное на измерении линейных размеров лазерными триангуляционными дальномерами в режиме сканирования поверхностей, выдвигаемых в зону измерения размеров электронномеханическими манипуляторами с позиций измерительных блоков, стационарно расположенных с двух сторон тележки.
В состав установки входит оптическая система, состоящая из 12-и лазерных триангуляционных дальномеров, что позволяет сократить время контроля, перейти от обычных точечных измерений к контролю всей измеряемой поверхности и увеличить информативность показаний. Дальномеры расположены на девяти электронномеханических манипуляторах, доставляющих дальномеры в зону измерения шаговыми двигателями.
Установка может быть установлена на одну из позиций конвейера ремонта тележек в тележечном цеху, а так же на отдельно организованную позицию контроля. Контролируемая тележка может подаваться на позицию измерений как сверху, с помощью кран-балки, так и сбоку по ходу движения конвейера. Устройство и расположение измерительных блоков дает доступ к контролируемым параметрам.
Тележка грузового вагона, состоящая из надрессорной балки и боковых рам, устанавливается на подставку позиции измерений. Установка по команде оператора с пульта управления вычислительного комплекса начинает цикл измерений параметров тележки. Измерение параметров скользунов и подпятника осуществляется блоком измерителей, состоящим из четырех триангуляционных датчиков, установленных на платформе, перемещающейся по направляющим вдоль надрессорной балки.
Измерения параметров буксовых проемов боковых рам, размеров наклонных поверхностей надрессорной балки, размеров между фрикционными планками рессорного проема - осуществляют восемь триангуляционных измерителей, установленных на манипуляторах, доставляющих измерители в зону измерения по программе. Триангуляционные датчики сканируют контролируемые поверхности.
Вычислительный комплекс обрабатывает результаты сканирования измерителей и выдает полную информацию на дисплее монитора о состоянии изношенных поверхностей за рабочий цикл замеров. После окончания измерений механизмы установки в автоматическом режиме занимают исходное положение.
Установка имеет возможность вести документирование, с последующей распечаткой на бумажном носителе и осуществлять сортировку по базе боковых рам и фрикционных клиньев.
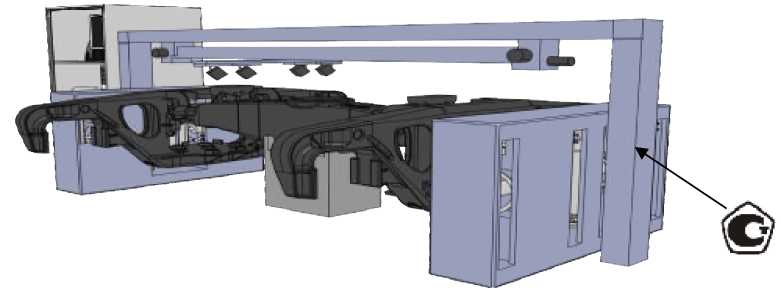
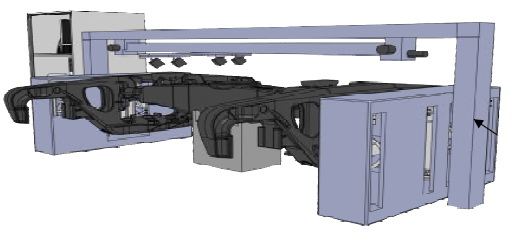
Рисунок 1 - Общий вид установок роботизированных измерений геометрических параметров тележек «Спрут-2».
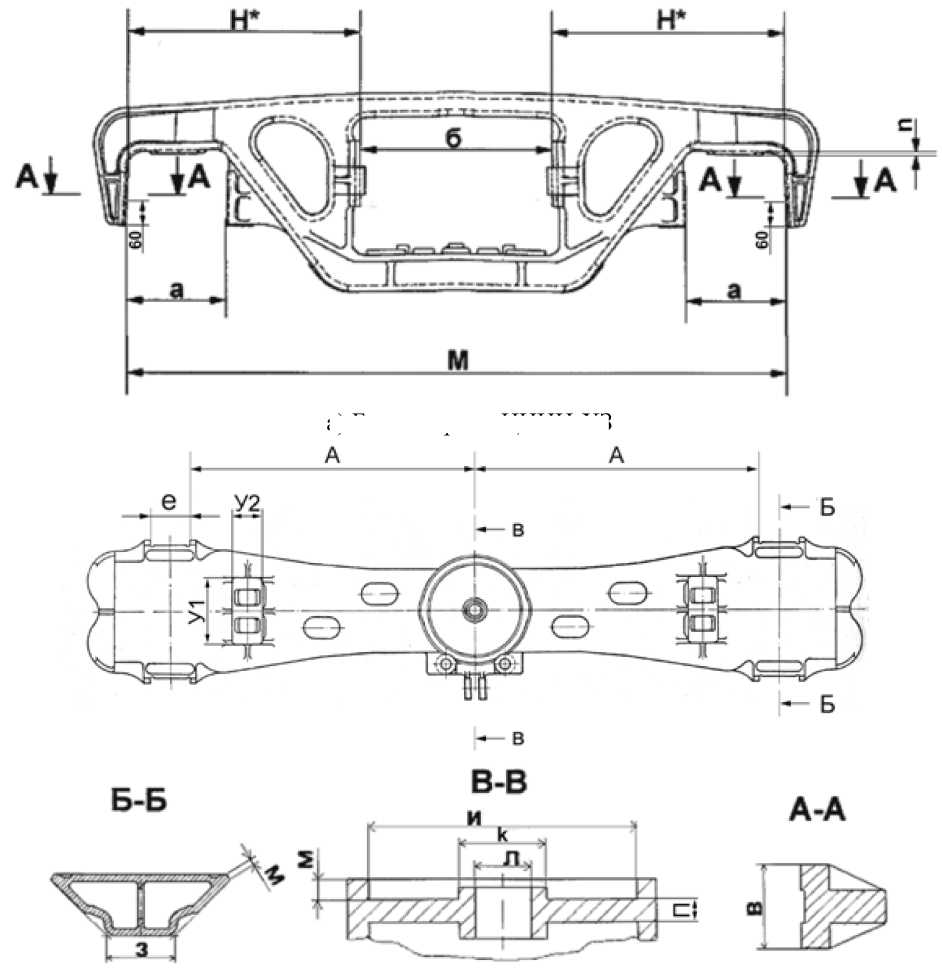
а) Боковая рама ЦНИИ-ХЗ
б) Надрессорная балка ЦНИИ-ХЗ
Рисунок 2 - Обозначение измеряемых параметров.
Программное обеспечение
Спрут-2М представляет собой встроенное программное обеспечение (ПО), которое позволяет осуществлять управление установки.
Идентификационные данные программного обеспечения приведены в таблице
|
Наименование программного обеспечения |
Идентификационное наименование программного обеспечения |
Номер версии (идентификационный номер) программного обеспечения |
Цифровой идентификатор программного обеспечения (защитный ключ-заглушка) |
Алгоритм вычисления цифрового идентификатора программного обеспечения |
|
Спрут-2М |
SPRUTwn |
V3 |
50 е5 64 dl b4 0f 51 8а 47 df 44 а5 Ь7 Ь8 12 7а |
sha1RSA |
Программное обеспечение является неизменным. Средства для программирования или изменения метрологически значимых функций отсутствуют.
Главной защитой ПО является USB-ключ. HASP (программа, направленная на борьбу с нарушением авторских прав на ПО) использует 128-битное шифрование по алгоритму AES (симметричный алгоритм блочного шифрования информации), что предотвращает неавторизованное использование ПО.
Защита программного обеспечения установок роботизированных измерений геометрических параметров тележек «Спрут-2» соответствует уровню «С» по МИ 3286-2010.
Технические характеристики
|
Наименование измеряемого параметра |
Диапазон измерения, мм |
Пределы допускаемой абсолютной погрешности, мм |
|
Ширина буксового проема (размер «а») |
от 331 до 345 |
±0,5 |
|
Износ опорной поверхности боковой рамы в зоне буксового проема относительно неизношенной части опорной поверхности (размер «n») |
от 0 до 17 |
±0,5 |
|
Ширина направляющих плоскостей для букс (размер «В») |
от 152 до 164 |
±0,5 |
|
Размер между фрикционными планками (размер « б») |
от 623 до 641 |
±1,0 |
|
Размер от плоскости установки фрикционной планки до внешней плоскости буксового проема (размер «Н») |
от 753 до 768 |
±1,0 |
|
Размер между наружными направляющими буксового проема боковой рамы (размер «М») |
от 2175 до 2197 |
±1,0 |
|
Износ боковых поверхностей призмы надрессорной балки (размер н1, н2) |
от 0 до 4 |
±0,5 |
|
Размер между ограничительными буртами надрессорной балки (размер «е») |
от 131 до 147 |
±0,5 |
|
Расстояние от центра отверстия под шкворень до ограничительного бурта надрессорной балки (разность размеров «А») |
от 943 до 959 |
±1,0 |
|
Глубина подпятника (размер «м») |
от 20 до 37 |
±0,5 |
|
Диаметр подпятника (размер «И») |
от 300 до 313 |
±0,5 |
|
Диаметр отверстия под шкворень (размер «л») |
от 51 до 63 |
±0,5 |
|
Диаметр внутреннего бурта подпятника (размер « к ») |
от 69 до 80 |
±0,5 |
|
Толщина опорной плоскости подпятника (размер «П» ) |
от 15 до 35 |
±0,5 |
|
Длина опоры скользуна ( размер «У1» ) |
от 210 до237 |
±0,5 |
|
Ширина опоры скользуна ( размер «У2» ) |
от 90 до 112 |
±0,5 |
|
Высота опоры скользуна относительно опорной плоскости подпятника |
от 69 до 95 |
±0,5 |
|
Высота опоры скользуна относительно плоскости опоры балки на рессорный комплект |
от 300 до 325 |
±0,5 |
|
Габаритные размеры установки, мм - длина; - ширина; - высота |
4246 2050 1200 |
|
Масса установки, кг, не более |
450 |
|
Диапазон рабочих температур, 0С |
от +5 до +40 |
|
Относительная влажность воздуха, %, не более |
80 |
|
Напряжение питания, В |
от 323 до 418 |
|
Частота тока питания, Гц |
от 49 до 50 |
|
Степень опасности генерируемого излучения |
2 класс по ГОСТ Р 50723-94 |
|
Длина волны лазерного излучения, нм |
658 |
|
Мощность лазерного излучения, мВт, не более |
1 |
Знак утверждения типа
Знак утверждения типа наносится на руководство по эксплуатации установок роботизированных измерений геометрических параметров тележек «Спрут-2» типографским способом и на установку методом наклейки
Комплектность
В комплект поставки установки роботизированных измерений геометрических параметров тележек «Спрут-2» входят:
|
Наименование |
Количество |
Примечание |
|
Установка роботизированная измерений геометрических параметров тележек «Спрут-2» |
1 |
шт. |
|
Паспорт |
1 |
экз. |
|
Руководство по эксплуатации |
1 |
экз. |
|
Методика поверки |
1 |
экз. |
Поверка
осуществляется в соответствии с документом по поверке МП 30892-14 «Установки роботизированные измерений геометрических параметров тележек «Спрут-2». Методика поверки» утвержденным ФГУП «ВНИИМС» в декабре 2013 г.
Основные средства поверки: штангенциркули нониусные 1 класса точности по ГОСТ 166-89, линейка поверочная по ГОСТ 8026-92.
Сведения о методах измерений
Метод измерений изложен в документе «Установки роботизированные измерений геометрических параметров тележек «Спрут-2». Руководство по эксплуатации». АЭК 39.00.000РЭ
Нормативные документы
ГОСТ Р 8.763-2011 «ГСИ. Государственная поверочная схема для средств измерений длины в диапазоне от 1-10’9 до 50 м и длин волн в диапазоне от 0,2 до 50 мкм».
ТУ «Установки роботизированные измерений геометрических параметров тележек. Технические условия» АЭК 39.00.000ТУ
Рекомендации к применению
Выполнение работ по оценке соответствия промышленной продукции и продукции других видов, а также иных объектов установленным законодательством Российской Федерации обязательным требованиям.
Смотрите также

