Установки ультразвукового контроля сварных труб автоматизированные УЛЬТРА-PE1420W.001
| Номер в ГРСИ РФ: | 46731-11 |
|---|---|
| Производитель / заявитель: | ЗАО "УЛЬТРАКРАФТ", г.Череповец |
{kind=link}
Для обнаружения дефектов типа нарушения сплошности с измерением координаты выявленных дефектов сварного шва и основного металла, околошовной зоны и концов электросварных прямошовных и спиральношовных труб диаметром 10...1420 мм, с толщиной стенки 1...50 мм. Для автоматизированного ультразвукового контроля сплошности металла со скоростью сканирования до 2 м/с.
Информация по Госреестру
| Основные данные | |
|---|---|
| Номер по Госреестру | 46731-11 |
| Действует | по 11.03.2026 |
| Наименование | Установки ультразвукового контроля сварных труб автоматизированные |
| Модель | УЛЬТРА-PE1420W.001 |
| Код идентификации производства |
ОС
СИ не соответствует критериям подтверждения производства на территории
РФ в соответствии с постановлением №719
|
| Характер производства | Серийное |
| Идентификатор записи ФИФ ОЕИ | 9fc696d9-55f4-abe5-3102-f0da419a770b |
| Год регистрации | 2011 |
| Общие данные | |
|---|---|
| Технические условия на выпуск | ТУ 4276-51-66744541-11 |
| Класс СИ | 27.01 |
| Год регистрации | 2011 |
| Страна-производитель | Россия |
| Примечание | 21.11.2012 Изменения в названии организации |
| Центр сертификации СИ | |
| Наименование центра | ГЦИ СИ ВНИИОФИ |
| Адрес центра | 119361, г.Москва, Озерная ул., 46 |
| Руководитель центра | Иванов Вячеслав Семенович |
| Телефон | (8*095) 437-56-33 |
| Факс | 437-31-47 |
| Информация о сертификате | |
| Срок действия сертификата | 22.04.2016 |
| Номер сертификата | 42516 |
| Тип сертификата (C - серия/E - партия) | С |
| Дата протокола | Приказ 1050 п. 05 от 21.11.2012Приказ 1891 от 22.04.11 п.11 |
Производитель / Заявитель
ЗАО "Ультракрафт", РОССИЯ, г.Череповец
Россия
162610, ул.50-летия Октября д 1/33, Тел. (8202) 53-93-23, Факс 53-93-23, www.ultrakraft.ru, E-mail: tech@ultrakraft.ru
Поверка
| Методика поверки / информация о поверке | МП 4276-51-66744541-11 |
| Межповерочный интервал / Периодичность поверки |
1 год
|
| Зарегистрировано поверок | |
| Найдено поверителей | |
| Успешных поверок (СИ пригодно) | 111 (100%) |
| Неуспешных поверок (СИ непригодно) | 0 (0 %) |
| Актуальность информации | 11.01.2026 |
Поверители
Скачать
|
46731-11: Описание типа
2016-46731-11.pdf
|
Скачать | 481.1 КБ | |
|
46731-11: Методика поверки
2020-mp46731-11.pdf
|
Скачать | 211.3 КБ | |
| Свидетельство об утверждении типа СИ | Открыть | ... |
Описание типа
Назначение
Установка ультразвукового контроля сварных труб автоматизированная «УЛЬТРА-PE1420W.001» предназначена для обнаружения дефектов типа нарушения сплошности с измерением координаты выявленных дефектов сварного шва и основного металла, околошовной зоны и концов электросварных прямошовных и спиральношовных труб диаметром от 10 до 1420 мм, с толщиной стенки от 1 до 50 мм. Установка используется для автоматизированного ультразвукового контроля сплошности металла со скоростью сканирования до 2 м/с.
Описание
Принцип действия установки основан на использовании методов ультразвуковой дефектоскопии, основанные на прохождении, отражении и трансформации ультразвуковых колебаний в металлах.
Установка «УЛЬТРА-РЕ1420’^001» представляет собой устройство, осуществляющее ультразвуковую дефектоскопию сварного шва, основного металла, околошовной зоны и концов прямошовных и спиральношовных электросварных труб в технологическом режиме трубопрокатных станов в соответствии с заданными стандартами и нормами качества.
Установка включает в себя три условно - независимые системы ультразвукового контроля:
- систему контроля сварного шва и околошовной зоны (СКШ);
- систему контроля основного металла трубы (СКОМ);
- систему контроля основного металла концов труб (СКК).
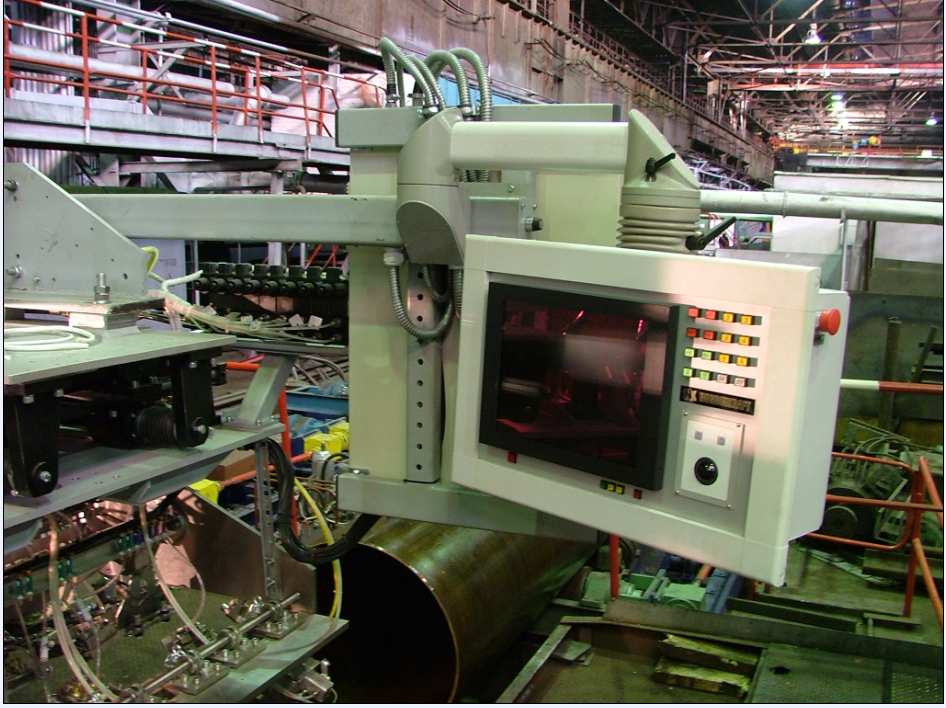
Общий вид установки показан на рисунке 1.

Рис.1
Конструкция установки включает в себя механическое оборудование, обеспечивающее перемещение труб в зоне контроля; пневматические и гидравлические системы, обеспечиваю-
Лист № 2 всего листов 5 щие позиционирование блоков акустических преобразователей; оборудование автоматики, электронную аппаратуру, управляющий вычислительный комплекс.
Установка имеет от одного до четырех измерительных модулей, состоящих из 4 до 60 ультразвуковых пьезоэлектрических или электромагнитно - акустических преобразователей. Прозвучивание осуществляется по всей толщине трубы и сварного соединения.
Установка обеспечивает чувствительность к дефектам эквивалентным диаметру плоскодонного отражателя 3 мм (СКК, СКОМ) и эквивалентным по отражающей способности фрезерованной проточке глубиной 0,2 мм и длиной 50 мм, выполненной вдоль и поперек оси сварного шва на внутренней и наружной поверхности трубы (СКШ).
На каждую дефектную трубу распечатывается протокол контроля со схемой расположения дефектов (дефектограммой). Дефектные сечения трубы отмечаются краской.
Все системы связаны с единым управляющим вычислительным комплексом (УВК), который координирует их работу, осуществляет управление информационными потоками, организует процесс контроля, сбор, обработку, представление и хранение его результатов.
УВК организует контроль в соответствии с установленными правилами отбраковки. Кроме того, УВК осуществляет:
- оперативную диагностику;
- сортировку труб на 4 кармана;
- отображение информации о дефектных зонах, сопровождение их изображения на мнемосхеме;
- классификацию несплошностей на "допустимые" и "недопустимые";
- сигнализацию недопустимых дефектов и выдачу управляющего сигнала на включение де-фектоотметчика;
- печать протоколов контроля, архивирование и хранение данных (в состав УВК входит магнитооптический накопитель);
- связь с ЭВМ высшего уровня.
Программное обеспечение
Программное обеспечение состоит из программы компьютера УЗК и программы процессора блока АЦИ и файла конфигурации ПЛИС блока аналого-цифровго преобразователя (АЦП).
Конфигурационный файл ПЛИС формирует аппаратную часть блока АЦП, программа процессора блока АЦП управляет работой ПЛИС, получает из ПЛИС и обрабатывает измеренные параметры - амплитуду и положение импульсов в сигнале от ультразвукового преобразователя. Программа компьютера УЗК считывает обработанные параметры из платы АЦП и отображает их на экране монитора.
Метрологическая часть программного обеспечения содержится в файлах программы процессора АЦП и конфигурации ПЛИС АЦП. Эти файлы размещены в постоянном запоминающем устройстве (ПЗУ) блока АЦП.
Цифровые идентификаторы
|
Наименование программного обеспечения |
Идентификационное наименование программного обеспечения |
Номер версии программного обеспечения |
Цифровой идентификатор программного обеспечения |
Алгоритм вычисления цифрового идентификатора |
|
Файл конфигурации ПЛИС блока АЦП |
adc.uk.1210.00.pld.r bf |
1.00.00 |
ad4a52c7bf9385b5497b f221263015a9 |
MD5 |
|
Файл программы процессора блока АЦП |
adc.uk.1210.00.arm. hex |
1.00.00 |
8bc99327a2d57e6faf9be c91d2ab6822 |
MD5 |
Проверка цифрового идентификатора производится программой УЗК путём считывания файлов из ПЗУ платы АЦП, считывания номера версии и вычисления цифрового идентификатора. При несовпадении номера версии или цифрового идентификатора работа блока АЦП блокируется. Идентификация ПО осуществляется в процессе штатного функционирования. Уровень защиты - «А». Защите метрологической части ПО от случайных или преднамеренных изменений обеспечивается путём блокирования работы блока АЦП при несовпадении номера версии или цифрового идентификатора.
Технические характеристики
Диапазон частоты заполнения зондирующих импульсов, МГц: номинальное значение для системы контроля сварного шва (СКШ) ........................ от 0,5 до 1,5
- предельное отклонение значений ............................................................................. ±10 %
номинальное значение для системы контроля основного металла (СКОМ) ............. от 4 до 10
- предельное отклонение значений ............................................................................. ±10 %
номинальное значение для системы контроля концов трубы (СКК) ......................... от 4 до 10
- предельное отклонение значений.............................................................................. ±10 %
Номинальное значение углов ввода ультразвуковых сигналов, градусов ................. от 0 до 90
- предельное отклонение значений
Номинальное значение ширины активной зоны преобразователей по уровню 6дБ, мм ....................................................................................................... от 10 до 20
- предельное отклонение значений
Запас чувствительности системы контроля дефектов по отношению опорный сигнал / шум, не менее, дБ номинальное значение для СКШ
- предельное отклонение значений
номинальное значение для СКК, СКОМ
- предельное отклонение значений
Эквивалентная чувствительность, мм: для СКШ (прямоугольная проточка №5 по API 5L) ...................................................(0,2 х 50)
- предельное отклонение значений
для СКК, СКОМ (диаметр плоскодонного отражателя)
- предельное отклонение значений
Пределы допускаемой абсолютной погрешности измерения координаты дефекта, не более, мм
Масса: - общая масса механического оборудования, не более, кг
- общая масса электронного оборудования, не более, кг
- общая масса оборудования автоматики, не более, кг
Габаритные размеры механической части установки: - длина, не более, мм
- ширина, не более, мм
- высота, не более, мм
Электропитание: - сеть 3 ф.~ 380 В ..........................................................................................................30 кВт;
- сеть 1 ф.~ 220 В ..........................................................................................................6 кВт;
Условия эксплуатации установки: - температура в зоне контроля, °С................................................................................-20 + +80
- температура в зоне вторичной аппаратуры, °С.........................................................+5 ^ +30
- относительная влажность, при +30°С, %...................................................................75
- вибрация в зоне контроля, мм .................................................................................... 0,5
- вибрация в зоне вторичной аппаратуры, мм.............................................................0,2
Полный установленный срок службы .........................................................................5 лет
Знак утверждения типа
Наносится на таблички (шильдики) отдельных блоков и шкафов установки и на титульном листе паспорта методом печати
Комплектность
В комплект поставки входит следующее оборудование.
Механическое оборудование:
- механика позиционирования измерительных модулей;
- механика транспортной линии;
- гидравлика и пневматика позиционирования модулей;
- устройство цветовой маркировки.
Электронное оборудование:
- шкафы электроники;
- блоки генераторов;
- блоки ЦАП;
- блоки приемников;
- блоки формирователей;
- блоки стабилизаторов;
- блоки согласования.
Оборудование автоматики:
- шкаф автоматики;
- блоки преобразователей;
- блок питания;
- терминал поста управления.
Управляющий вычислительный комплекс:
- шкаф компьютерный;
- вычислительный комплекс ультразвукового контроля;
- вычислительный комплекс системы автоматики.
Техническая документация:
- руководство по эксплуатации,
- паспорт;
- методика поверки;
- методика выполнения измерений;
- альбом принципиальных электрических схем;
- схемы электрических соединений;
Комплект запасных частей.
Поверка
осуществляется по документу «методика поверки «УЛЬТРА-PE1420W.001» МП 4276-51
66744541-11 , утвержденное ГЦИ СИ ВНИИОФИ в феврале 2011 г.
Основные средства поверки:
Контрольный образец СО - 2 из комплекта КОУ- 2, толщина контрольного образца 58,90 мм, погрешность измерения толщины образца ± 0,01.
Сведения о методах измерений
Сведения о методах измерений приведены в Руководстве по эксплуатации
4276-51-66744541- 11 РЭ.
Нормативные документы
Технические условия «Установка ультразвукового контроля сварных труб автоматизированная <^bTPA-PE1420W.001», ТУ 4276-51-66744541- 11.
Рекомендации к применению
Установки ультразвукового контроля сварных труб автоматизированная «УЛЬТРА-PE1420W.001» применяются вне сферы государственного регулирования обеспечения единства измерений
Смотрите также