



Меры для поверки приборов для измерений контура поверхности KN 100
| Номер в ГРСИ РФ: | 52266-12 |
|---|---|
| Производитель / заявитель: | Фирма "Mahr GmbH", Германия |
{kind=link}
Меры для поверки приборов для измерений контура поверхности KN 100 (далее - меры) предназначены для передачи единицы длины в области измерений геометрических параметров профиля поверхности деталей - радиусов, углов, расстояний в лабораторных условиях.
Информация по Госреестру
| Основные данные | |
|---|---|
| Номер по Госреестру | 52266-12 |
| Наименование | Меры для поверки приборов для измерений контура поверхности |
| Модель | KN 100 |
| Год регистрации | 2012 |
| Страна-производитель | Германия |
| Информация о сертификате | |
| Срок действия сертификата | 27.12.2017 |
| Номер сертификата | 49340 |
| Тип сертификата (C - серия/E - партия) | C |
| Дата протокола | Приказ 1197 п. 05 от 27.12.2012 |
Производитель / Заявитель
Фирма "Mahr GmbH", Германия
Германия
Поверка
| Методика поверки / информация о поверке | МП 52266-12 |
| Межповерочный интервал / Периодичность поверки | 2 года |
| Зарегистрировано поверок | 58 |
| Найдено поверителей | 2 |
| Успешных поверок (СИ пригодно) | 58 (100%) |
| Неуспешных поверок (СИ непригодно) | 0 (0%) |
| Актуальность информации | 09.04.2025 |
Поверители
Скачать
| 52266-12: Описание типа СИ | Скачать | 253.2 КБ | |
| Свидетельство об утверждении типа СИ | Открыть | ... |
Описание типа
Назначение
Меры для поверки приборов для измерений контура поверхности KN 100 (далее - меры) предназначены для передачи единицы длины в области измерений геометрических параметров профиля поверхности деталей - радиусов, углов, расстояний в лабораторных условиях.
Описание
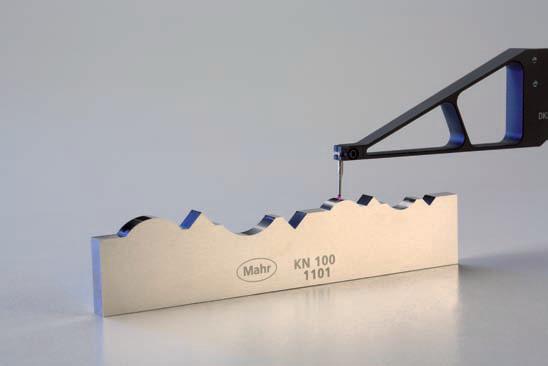
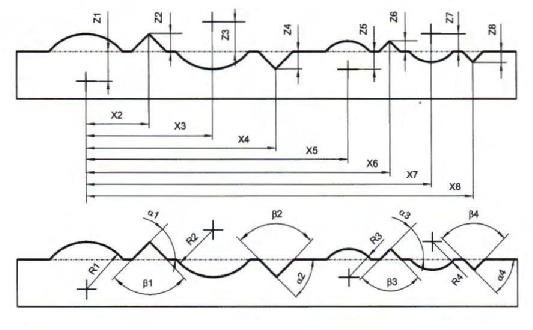
Меры для поверки приборов для измерений контура поверхности KN 100 представляют собой плоскую металлическую пластину с рабочим участком на торце, имеющим вид чередующихся элементов профиля, приведенный на рис. 1.
Принцип действия мер основан на измерении расстояний Xi и Zi, радиусов Ri и углов ai и ei и последующего определения их отклонений от номинальных значений.
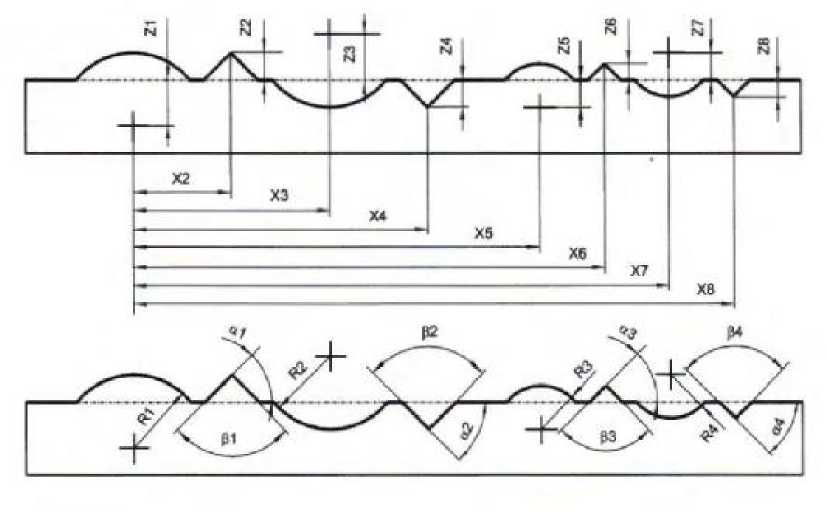
Рисунок 1 - Схема меры для поверки приборов для измерений контура поверхности KN 100
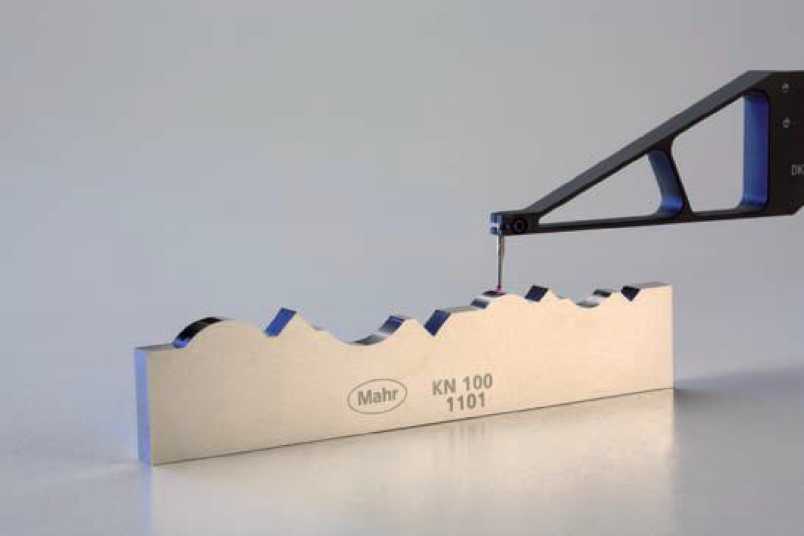
Рисунок 2 - Общий вид меры для поверки приборов для измерений контура поверхности KN 100
Технические характеристики
|
Обозначение параметра |
Номинальные значения параметров |
Предел допускаемой абсолютной погрешности |
|
R1 |
От 9,99 до 10,01 мм |
0,001 мм |
|
R2 |
От 9,99 до 10,01 мм |
0,001 мм |
|
R3 |
От 5,99 до 6,01 мм |
0,001 мм |
|
R4 |
От 5,99 до 6,01 мм |
0,001 мм |
|
а1 |
От 44,00 до 46,00° |
0,02° |
|
а2 |
От 44,00 до 46,00° |
0,02° |
|
а3 |
От 44,00 до 46,00° |
0,02° |
|
а4 |
От 44,00 до 46,00° |
0,02° |
|
Р1 |
От 89,00 до 91,00° |
0,02° |
|
в2 |
От 89,00 до 91,00° |
0,02° |
|
вз |
От 89,00 до 91,00° |
0,02° |
|
в4 |
От 89,00 до 91,00° |
0,02° |
|
X2 |
От 13,00 до 14,00 мм |
0,001 мм |
|
X3 |
От 26,50 до 27,50 мм |
0,001 мм |
|
X4 |
От 40,00 до 41,00 мм |
0,001 мм |
|
X5 |
От 55,50 до 56,50 мм |
0,001 мм |
|
X6 |
От 64,00 до 65,00 мм |
0,001 мм |
|
X7 |
От 73,00 до 74,00 мм |
0,001 мм |
|
X8 |
От 82,00 до 83,00 мм |
0,001 мм |
|
Z1 |
От 6,00 до 7,00 мм |
0,001 мм |
|
Z2 |
От 3,00 до 4,00 мм |
0,001 мм |
|
Z3 |
От 6,00 до 7,00 мм |
0,001 мм | |
|
Z4 |
От 3,00 до 4,00 мм |
0,001 мм | |
|
Z5 |
От 3,00 до 4,00 мм |
0,001 мм | |
|
Z6 |
От 2,00 до 3,00 мм |
0,001 мм | |
|
Z7 |
От 3,00 до 4,00 мм |
0,001 мм | |
|
Z8 |
От 2,00 до 3,00 мм |
0,001 мм | |
|
У словия эксплуатации: Диапазон рабочих температур, °С Коэффициент линейного расширения материала меры Относительная влажность воздуха, % |
20±0,5 11,540ЛК-1 не более 80, без конденсата | ||
|
Габаритные размеры, мм, не более -ширина -длина -высота |
7 110 25 | ||
|
Масса, кг, не более |
0,3 | ||
Знак утверждения типа
Знак утверждения типа наносится типографским способом на титульный лист паспорта меры KN 100 и на футляр меры методом наклейки.
Комплектность
|
Наименование |
Количество |
|
Мера для поверки приборов для измерений контура поверхности KN 100 |
1 шт. |
|
Паспорт |
1 экз. |
|
Методика поверки |
1 экз. |
|
Футляр для хранения |
1 шт. |
Поверка
осуществляется в соответствии с документом МП 52266-12 «Меры для поверки приборов для измерений контура поверхности KN 100. Методика поверки», разработанным и утвержденным ГЦИ СИ ФГУП «ВНИИМС» в сентябре 2012 года.
Основное средство поверки - прибор для измерений контура поверхности с пределами допускаемой погрешности измерений длины ±(0,2+L/1000) мкм, где L в мм.
Сведения о методах измерений
Методики измерений изложены в документе «Меры для поверки приборов для измерений контура поверхности KN 100. Паспорт».
Нормативные документы
МИ 2060-90 Рекомендация «ГСИ. Государственная поверочная схема для средств измерений длины в диапазоне 1-10-6 _50 м и длин волн в диапазоне 0,2.. .50 мкм».
Техническая документация фирмы Mahr GmbH, Германия.
Рекомендации к применению
Выполнение работ и (или) оказание услуг по обеспечению единства измерений.
Смотрите также


